
คู่มือการหล่ออลูมิเนียม
คืออะไร การหล่ออลูมิเนียม โครงการต่างๆ — และเหตุใดโครงการเหล่านี้จึงครองการผลิตสมัยใหม่
โปรเจ็กต์การหล่ออะลูมิเนียมครอบคลุมทุกอย่างตั้งแต่งานทำงานอดิเรกเล็กๆ ในสนามหลังบ้านไปจนถึงการผลิตทางอุตสาหกรรมปริมาณมากสำหรับภาคการบินและอวกาศและยานยนต์ คำตอบสั้นๆ: การหล่ออะลูมิเนียมเป็นหนึ่งในวิธีการทำงานโลหะที่มีความอเนกประสงค์ คุ้มค่า และปรับขนาดได้มากที่สุดที่มีอยู่ในปัจจุบัน และโครงการต่างๆ ที่ใช้งานได้จริง ตั้งแต่งานประติมากรรมในสวนประดับไปจนถึงเสื้อสูบที่มีโครงสร้าง ถือเป็นโครงการที่ใหญ่มากจริงๆ หากคุณกำลังประเมินว่าวิธีการหล่ออะลูมิเนียมเหมาะสมกับการใช้งานของคุณหรือไม่ คำตอบก็คือใช่เกือบทุกครั้ง หากคุณเลือกกระบวนการหล่อที่เหมาะสมสำหรับรูปทรง ข้อกำหนดความคลาดเคลื่อนที่ยอมรับได้ และปริมาณการผลิต
ความหนาแน่นของอะลูมิเนียมอยู่ที่ประมาณ 2.7 ก./ซม.³ น้อยกว่าหนึ่งในสามของเหล็ก แต่อลูมิเนียมอัลลอยด์สมัยใหม่มีความต้านทานแรงดึงสูงกว่า 500 MPa อัตราส่วนความแข็งแรงต่อน้ำหนักนั้นเป็นสิ่งที่ผลักดันให้การหล่ออะลูมิเนียมเข้าสู่ภาคส่วนที่มีความต้องการจำนวนมาก ตลาดการหล่ออลูมิเนียมทั่วโลกมีมูลค่าประมาณ 67.5 พันล้านดอลลาร์สหรัฐในปี 2566 และคาดว่าจะเกิน 95 พันล้านเหรียญสหรัฐภายในปี 2573 ตามข้อมูลที่เผยแพร่โดย Grand View Research ซึ่งเป็นอัตราการเติบโตต่อปีแบบทบต้นซึ่งได้รับแรงหนุนจากการนำรถยนต์ไฟฟ้า (EV) มาใช้และข้อบังคับในการลดน้ำหนักในอุตสาหกรรมการขนส่ง
บทความนี้ครอบคลุมเนื้อหาทั้งหมด: กระบวนการหล่อหลัก อลูมิเนียมอัลลอยด์ที่ดีที่สุดสำหรับประเภทโครงการเฉพาะ กฎการออกแบบที่ป้องกันข้อบกพร่อง ตัวอย่างโครงการในโลกแห่งความเป็นจริงพร้อมข้อมูลการผลิต เทคนิคการตกแต่ง และการดูต้นทุนและความคาดหวังด้านเวลาในการผลิตอย่างซื่อสัตย์ ไม่ว่าคุณจะเป็นผู้ผลิตที่วางแผนการเททรายครั้งแรกหรือเป็นวิศวกรผลิตภัณฑ์ที่กำลังประเมินเครื่องมือหล่อขึ้นรูป ข้อมูลด้านล่างนี้ได้รับการจัดระเบียบให้เป็นประโยชน์ในทันที
กระบวนการหล่ออลูมิเนียมห้าแกน — เปรียบเทียบแบบเคียงข้างกัน
การเลือกกระบวนการที่เหมาะสมคือการตัดสินใจที่เป็นผลสืบเนื่องมากที่สุดในโครงการหล่ออะลูมิเนียมใดๆ แต่ละวิธีมีความสมดุลที่แตกต่างกันในด้านต้นทุนเครื่องมือ ผิวสำเร็จ พิกัดความเผื่อของขนาด ความหนาของผนังขั้นต่ำ และปริมาณการสั่งซื้อทางเศรษฐกิจ ตารางด้านล่างกลั่นกรองข้อดีข้อเสียในทางปฏิบัติ
| กระบวนการ | ค่าเครื่องมือ | การตกแต่งพื้นผิว (Ra) | ความอดทน (ทั่วไป) | ช่วงระดับเสียงที่ดีที่สุด | นาที ความหนาของผนัง |
|---|---|---|---|---|---|
| การหล่อทราย | ต่ำ ($500–$5,000) | 12–25 ไมโครเมตร | ±0.5–1.5 มม | 1–5,000 ชิ้น | 3–5 มม |
| แม่พิมพ์ถาวร (แม่พิมพ์แรงโน้มถ่วง) | ปานกลาง ($5,000–$30,000) | 3–6 ไมโครเมตร | ±0.25–0.5 มม | 1,000–50,000 ชิ้น | 2–3 มม |
| การหล่อด้วยแรงดันสูง (HPDC) | สูง ($20,000–$200,000 ) | 1–2 ไมโครเมตร | ±0.05–0.15 มม | 10,000–1,000,000 ชิ้น | 0.8–1.5 มม |
| การหล่อการลงทุน (Lost Wax) | ปานกลาง-สูง ($3,000–$50,000) | 1.5–3 ไมโครเมตร | ±0.1–0.25 มม | 100–20,000 ชิ้น | 1–2 มม |
| การหล่อโฟมที่หายไป | ต่ำ-ปานกลาง ($1,000–$15,000) | 5–10 ไมโครเมตร | ±0.3–0.8 มม | 500–30,000 ชิ้น | 2–4 มม |
การหล่อทราย: จุดเริ่มต้นสำหรับโครงการอลูมิเนียมตามสั่ง
การหล่อทรายยังคงเป็นวิธีการหล่ออะลูมิเนียมที่สามารถเข้าถึงได้มากที่สุดสำหรับงานสั่งทำพิเศษ ปริมาณน้อย หรืองานต้นแบบ ทรายสีเขียว (ส่วนผสมของทรายซิลิกา ดินเบนโทไนต์ และความชื้น) ถูกอัดแน่นรอบๆ ไม้หรือลวดลายยูรีเทน จากนั้นลวดลายจะถูกลบออก และอะลูมิเนียมหลอมเหลว — โดยทั่วไปที่อุณหภูมิ 660–720°C — จะถูกเทลงในโพรง รอบเวลาจะช้าเมื่อเทียบกับการหล่อแบบตายตัว แต่โดยพื้นฐานแล้วไม่มีการจำกัดขนาดด้านบน โรงงานการหล่อของ GM ในเมือง Defiance รัฐโอไฮโอ เทบล็อกเครื่องยนต์อะลูมิเนียมหล่อทรายซึ่งมีน้ำหนักมากกว่า 40 กก. ต่อบล็อกโดยใช้สายการผลิตหล่อแบบจับคู่อัตโนมัติ ซึ่งแสดงให้เห็นว่าการหล่อทรายนั้นเกินขอบเขตของงานอดิเรกเมื่อใช้เครื่องมืออย่างเหมาะสม
สำหรับโครงการโรงหล่อในสวนหลังบ้าน ทรายสีเขียวมีราคาไม่แพงในการผสมและนำกลับมาใช้ใหม่ การตั้งค่าขวดแก้วแบบพื้นฐานที่มีสองส่วนสามารถให้ผลลัพธ์ที่ยอดเยี่ยมกับโลหะผสม เช่น A356 หรือ 319 ตัวแปรที่สำคัญคือปริมาณความชื้น: หากเปียกเกินไปจะทำให้เกิดรูพรุนของไอน้ำ การพังทลายที่แห้งเกินไป เป้าหมายก็ประมาณนี้ ความชื้น 2-4% โดยน้ำหนัก ตรวจสอบได้ง่ายด้วยการทดสอบหยิก
การหล่อแบบแรงดันสูง: ปริมาตร ความแม่นยำ และผนังบาง
HPDC ฉีดอะลูมิเนียมหลอมเหลวเข้าไปในแม่พิมพ์เหล็กชุบแข็งที่ความดัน 10–175 เมกะปาสคาล , เติมช่องในหน่วยมิลลิวินาที กระบวนการนี้รวดเร็วเป็นพิเศษ โดยรอบเวลา 30–120 วินาทีเป็นเรื่องปกติสำหรับชิ้นส่วนที่มีความซับซ้อนปานกลาง และผลิตชิ้นส่วนที่มีรูปร่างใกล้เคียงตาข่ายซึ่งมีความหนาของผนังต่ำเพียง 0.8 มม. ในการออกแบบที่ได้รับการปรับปรุงให้เหมาะสม ภาคยานยนต์เป็นผู้ใช้หลัก ตามที่สมาคมอลูมิเนียมประมาณนั้น 75% ของการหล่ออลูมิเนียมยานยนต์ทั้งหมด ผลิตผ่าน HPDC รวมถึงห้องข้อเหวี่ยงของเครื่องยนต์ เรือนเกียร์ และส่วนประกอบโครงสร้างขนาดใหญ่ที่ผลิตโดยเครื่องหล่อขนาดใหญ่ (เครื่องอัดขนาดใหญ่) ที่มีแรงจับยึดสูงถึง 9,000 ตัน เทคโนโลยีที่บุกเบิกโดย Tesla และปัจจุบันนำมาใช้โดย Toyota, Volvo และอื่นๆ
ข้อดีข้อเสียหลักของ HPDC คือความพรุน: การกักอากาศในระหว่างการเติมอย่างรวดเร็วจะสร้างช่องว่างขนาดเล็กมาก ซึ่งอาจส่งผลต่อความสมบูรณ์ของโครงสร้างและป้องกันการบำบัดความร้อน การหล่อด้วยแม่พิมพ์ช่วยด้วยสุญญากาศ (VADC) ช่วยลดสิ่งนี้ได้อย่างมาก ช่วยให้สามารถอบชุบด้วยความร้อน T6 และทนแรงดึงได้มากกว่า 300 MPa แม้ว่าจะใช้โลหะผสมซิลิกอนรองก็ตาม
โลหะผสมหล่ออลูมิเนียม — จับคู่วัสดุให้ตรงตามข้อกำหนดของโครงการ
อลูมิเนียมอัลลอยด์บางชนิดเท่านั้นที่เทหรือทำงานในลักษณะเดียวกัน อลูมิเนียมอัลลอยด์ในการหล่อถูกกำหนดโดยระบบตัวเลขสี่หลัก (เช่น เอ380, A356, 319) ที่ระบุองค์ประกอบและองค์ประกอบของโลหะผสมหลัก การเลือกใช้โลหะผสมส่งผลต่อความลื่นไหล ความต้านทานการฉีกขาดจากความร้อน ความแข็งแรงทางกล ความต้านทานการกัดกร่อน และความสามารถในการขึ้นรูป ซึ่งทั้งหมดนี้แตกต่างกันอย่างมีนัยสำคัญระหว่างตระกูลโลหะผสม
A380
A380 — ขุมพลัง HPDC อเนกประสงค์
A380 (Al-Si8.5Cu3.5) มีราคามากกว่า 85% ของการหล่ออลูมิเนียมทั้งหมด ในอเมริกาเหนือ ตาม Aluminium Association ปริมาณซิลิคอนที่สูง (7.5–9.5%) ช่วยให้มีความลื่นไหลดีเยี่ยมและการหดตัวน้อยที่สุด ในขณะที่การเติมทองแดงจะช่วยเพิ่มความต้านทานแรงดึงเป็น 317 MPa เมื่อหล่อ ไม่เหมาะสำหรับการชุบอโนไดซ์ (ปริมาณทองแดงทำให้เกิดคราบ) แต่ต้องเคลือบด้วยสีฝุ่นและทาสีอย่างดีเป็นพิเศษ ใช้สำหรับตู้อุปกรณ์อิเล็กทรอนิกส์ แท่นยึดรถยนต์ เรือนเครื่องมือไฟฟ้า และท่อร่วมนิวแมติก
A356
A356 — โลหะผสมโครงสร้างและรูปลักษณ์
A356 (Al-Si7Mg0.3) เป็นตัวเลือกมาตรฐานสำหรับโครงการทรายและแม่พิมพ์ถาวรที่มีการวางแผนการบำบัดความร้อน T6 หลังจากการบำบัดสารละลายที่อุณหภูมิ 538°C และการบ่มเทียมที่อุณหภูมิ 154°C แล้ว A356-T6 จะให้ความต้านทานแรงดึงที่ 262 MPa และความแข็งแรงของผลผลิต 186 MPa - ดีกว่าค่า as-cast อย่างมาก ปริมาณทองแดงที่ต่ำหมายถึงการชุบอโนไดซ์อย่างหมดจด ทำให้เป็นที่นิยมในการหล่อทางสถาปัตยกรรม อุปกรณ์ติดตั้งไฟ ล้อหลังการขาย และตัวเรือนการบินและอวกาศ ความสามารถในการเชื่อมที่ดีเยี่ยมของโลหะผสมถือเป็นข้อได้เปรียบรองสำหรับงานซ่อมแซมหรืองานประดิษฐ์
319
319 — วิศวกรรมยานยนต์และทั่วไป
319 (Al-Si6Cu3.5) เป็นตัวเลือกแบบดั้งเดิมสำหรับส่วนประกอบเครื่องยนต์หล่อทราย — ฝาสูบ ท่อร่วมไอดี และกล่องเกียร์ ปริมาณทองแดงจะให้ความแข็งแรงที่ดีที่อุณหภูมิสูง ซึ่งสำคัญเมื่อสภาพแวดล้อมการทำงานเกิน 150°C ฟอร์ด จีเอ็ม และไครสเลอร์ใช้โลหะผสมตระกูล 319 ในก้านกระทุ้งและหัวเครื่องยนต์ OHC มานานหลายทศวรรษ เครื่องจักรโลหะผสมสะอาดหมดจดและยอมรับการชุบอโนไดซ์แบบแข็งได้ดีพอสมควร หากปริมาณทองแดงถูกควบคุมจนถึงระดับล่างสุดของข้อกำหนด
535
535 (Almag 35) — โครงการต้านทานทางทะเลและการกัดกร่อน
สำหรับโครงการที่สัมผัสกับน้ำเค็มหรือสภาพแวดล้อมที่มีความชื้นสูง — อุปกรณ์ทางทะเล องค์ประกอบทางสถาปัตยกรรมชายฝั่ง อุปกรณ์แปรรูปทางเคมี 535 (Al-Mg6.8) ให้ความต้านทานการกัดกร่อนเป็นพิเศษ การเชื่อมที่ดี และพื้นผิวที่สว่างอย่างเป็นธรรมชาติหลังจากการชุบอโนไดซ์ ปริมาณซิลิคอนที่ต่ำกว่าทำให้ยากต่อการหล่อ (ความไวต่อการฉีกขาดจากความร้อนสูงขึ้น) และต้องการการออกแบบเกตเกตอย่างระมัดระวังและควบคุมอุณหภูมิการเท ความต้านแรงดึงเมื่อหล่อมีค่าประมาณ 240 เมกะปาสคาล เทียบได้กับ A356-T6 โดยไม่ต้องใช้ความร้อน
ตัวอย่างโครงการหล่ออะลูมิเนียมในโลกแห่งความเป็นจริงทั่วทั้งอุตสาหกรรม
ความกว้างของโครงการหล่ออลูมิเนียมในการผลิตเชิงรุกนั้นกว้างกว่าที่คนส่วนใหญ่ตระหนัก ตัวอย่างด้านล่างครอบคลุมถึงบริบทของงานอดิเรก อุตสาหกรรม สถาปัตยกรรม และสินค้าอุปโภคบริโภค โดยแต่ละรายการมีกระบวนการและข้อมูลโลหะผสมที่เกี่ยวข้อง
01
โรงหล่อหลังบ้าน: การ์ดมีดและหมอนข้างอะลูมิเนียมหล่อทราย
โปรเจ็กต์การหล่ออะลูมิเนียมระดับเริ่มต้นที่ได้รับความนิยมในชุมชนผู้ผลิตนั้นเกี่ยวข้องกับการหล่อมีดยาม ฟิงเกอร์การ์ด และหมอนข้างสำหรับใบมีดแบบสั่งทำพิเศษ ชิ้นส่วนมีขนาดเล็ก (โดยทั่วไปจะต่ำกว่า 50 กรัม) มีรูปทรงเรียบง่าย และทนทานต่อความหยาบของพื้นผิวตามปกติของการหล่อทรายสีเขียว A356 หรือลูกสูบแบบเศษ (มักเป็นโลหะผสม 4032) ทำงานได้ดี ควรรักษาอุณหภูมิหลอมละลายไว้ที่ 700–730°ซ เพื่อให้แน่ใจว่าเติมได้สมบูรณ์โดยไม่มีการดูดซึมก๊าซมากเกินไป การตกแต่งด้วยกระดาษทรายเปียกและแห้งขนาด 120 ถึง 600 กรวดตามด้วยการขัดเงาจะทำให้ได้รูปลักษณ์ที่เกือบเหมือนกระจกโดยไม่ต้องผ่านการบำบัดความร้อนหลังการหล่อ
02
การหล่ออลูมิเนียมทางสถาปัตยกรรม: ฝาครอบเสา ราวบันได และแผงประดับ
โครงการหล่ออะลูมิเนียมทางสถาปัตยกรรมมีประวัติอันยาวนาน — ฝาครอบอะลูมิเนียมบนอนุสาวรีย์วอชิงตัน ซึ่งติดตั้งในปี 1884 ยังคงเป็นหนึ่งในการใช้การหล่ออะลูมิเนียมที่แม่นยำที่เก่าแก่ที่สุดที่บันทึกไว้ โครงการสถาปัตยกรรมสมัยใหม่ใช้แม่พิมพ์ถาวรหรือการหล่อทรายด้วยโลหะผสม A356 หรือ 535 การใช้งานทั่วไป ได้แก่ ราวบันไดประดับ เสาเสาตกแต่ง แผงด้านหน้าอาคาร และอุปกรณ์ประตูสั่งทำพิเศษ การทำอโนไดซ์ — โดยเฉพาะอย่างยิ่งการชุบอโนไดซ์แบบเคลือบแข็งถึง 25–50 µm — ให้การป้องกันการกัดกร่อนที่ทนทานและไม่ต้องบำรุงรักษาต่ำ ซึ่งสามารถเปลี่ยนสีให้ตรงกับข้อกำหนดการออกแบบได้ ผู้ผลิตหลายรายในภูมิภาค Gulf Coast จัดหาองค์ประกอบทางสถาปัตยกรรมที่หล่อด้วยทรายโดยมีระยะเวลารอคอยสินค้า 4-8 สัปดาห์สำหรับรูปแบบที่กำหนดเอง .
03
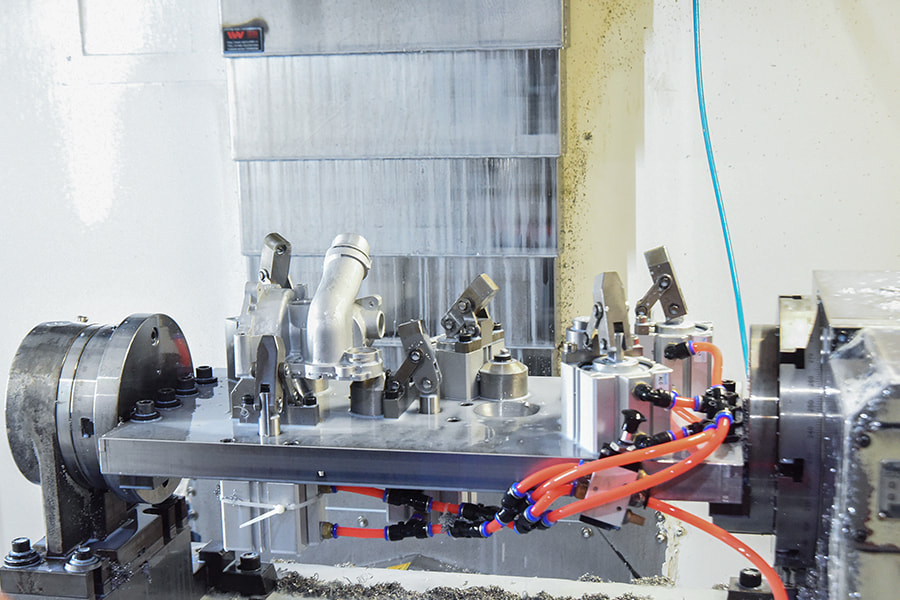
ยานยนต์: บล็อกเครื่องยนต์ HPDC และการหล่อโครงสร้าง
เครื่องยนต์รถยนต์ขนาดกะทัดรัดสมัยใหม่ใช้บล็อกโลหะผสมอลูมิเนียมเกือบทั่วโลก BMW N52 inline-six เปิดตัวในปี 2004 ใช้บล็อกคอมโพสิตแมกนีเซียม-อลูมิเนียมพร้อมแผ่นรองอะลูมิเนียมหล่อและห้องข้อเหวี่ยงอนุพันธ์ของ A380 - การออกแบบที่โกน 10 กก จากเครื่องยนต์บล็อกเหล็กรุ่นก่อนๆ โครงสร้างถาดแบตเตอรี่ EV ร่วมสมัย เช่น ที่ใช้ในแพลตฟอร์ม Rivian และ Hyundai Ioniq เป็นการหล่ออะลูมิเนียม HPDC แบบหลายช่องพร้อมช่องระบายความร้อนในตัว รวมชิ้นส่วนที่ประทับและเชื่อมที่แยกจากกันสูงสุด 7 ชิ้นไว้ด้วยกันในการหล่อแบบตาข่ายชิ้นเดียว การรวมเข้าด้วยกันนี้ช่วยลดเวลาในการประกอบและปรับปรุงความแข็งแกร่งของโครงสร้างโดยมีมวลลดลงประมาณ 30% เมื่อเทียบกับโครงสร้างเหล็กที่เทียบเท่ากัน
04
ตู้อิเล็กทรอนิกส์: การจัดการความร้อนผ่านการหล่อ
อุปกรณ์อิเล็กทรอนิกส์กำลังสูง เช่น มอเตอร์ไดรฟ์ อินเวอร์เตอร์กำลัง เครื่องขยายสัญญาณสถานีฐานโทรคมนาคม ไดรเวอร์ LED มักใช้การหล่ออะลูมิเนียมสำหรับเปลือก เนื่องจากวัสดุทำหน้าที่เป็นทั้งตัวเครื่องและฮีทซิงค์ กล่องหุ้ม A380 HPDC พร้อมครีบในตัวให้ค่าความต้านทานความร้อนได้ 0.5–1.5°C/วัตต์ ในการพาความร้อนตามธรรมชาติ เพียงพอสำหรับงานอุตสาหกรรมหลายประเภทที่ไม่มีการบังคับอากาศ สำหรับการใช้งานการป้องกัน RF ความหนาของผนัง 3–5 มม. ใน A380 ให้การลดทอนที่มีประสิทธิภาพมากกว่า 500 MHz การหล่อการลงทุนเป็นที่ต้องการเมื่อจำเป็นต้องใช้รูปทรงของช่องการไหลภายในที่ซับซ้อนสำหรับแผ่นเย็นที่ระบายความร้อนด้วยของเหลว
05
การบินและอวกาศ: วงเล็บและตัวเรือนโครงสร้างหล่อการลงทุน
การหล่อการลงทุนด้วยโลหะผสม A356 หรือ A357 เป็นแนวทางปฏิบัติมาตรฐานสำหรับโครงยึดเครื่องบิน เรือนระบบการบิน และท่อร่วมไฮดรอลิก ซึ่งความซับซ้อนทางเรขาคณิตและพิกัดความเผื่อที่แคบทำให้การตัดเฉือนเป็นตัวเลือกที่คุ้มค่า การหล่ออลูมิเนียมทั่วไปที่ใช้ในเครื่องบินบรรลุผลสำเร็จ ความคลาดเคลื่อนมิติ± 0.13 มม และการตกแต่งพื้นผิวที่ 3.2 µm Ra โดยไม่ต้องมีการตัดเฉือนเพิ่มเติม กระบวนการนี้ทำให้เกิดรอยตัดด้านล่าง ผนังบาง และรูปทรงออร์แกนิกซึ่งการหล่อทรายไม่สามารถผลิตได้อย่างน่าเชื่อถือ บริษัทต่างๆ เช่น Precision Castparts และ Hitchiner Manufacturing เป็นผู้จัดหาการหล่ออลูมิเนียมเพื่อการลงทุนด้านการบินและอวกาศให้กับแพลตฟอร์ม Boeing, Airbus และ Lockheed Martin
06
ศิลปะและประติมากรรม: โครงการหล่ออลูมิเนียมโฟมหาย
การหล่อโฟมที่สูญหายนั้นเป็นที่นิยมในหมู่ช่างแกะสลักและศิลปิน เนื่องจากโฟม EPS สามารถขึ้นรูป แกะสลัก และประกอบได้โดยไม่ต้องมีมุมร่างหรือกล่องแกน โฟมจะถูกใช้โดยอลูมิเนียมหลอมเหลวในระหว่างการเท ทำให้เหลือแบบจำลองที่แม่นยำของรุ่นดั้งเดิม โรงหล่องานศิลปะในชุมชนในเมืองต่างๆ เช่น ชิคาโกและพอร์ตแลนด์เปิดให้เข้าถึงการเทโฟมอะลูมิเนียมที่หายไปได้ การเลือกโลหะผสมมีความสำคัญน้อยกว่าสำหรับชิ้นส่วนตกแต่งล้วนๆ เศษ A380 หรือ 383 รองให้ผลลัพธ์ที่เพียงพอและมีความลื่นไหลที่ดี โดยปกติแล้วการเทจะใช้ a 2–4 มม sprue and riser system สัมพันธ์กับปริมาตรของชิ้นส่วนเพื่อให้แน่ใจว่ามีการเติมเต็มคุณสมบัติประติมากรรมบางๆ ได้อย่างสมบูรณ์
กฎการออกแบบที่ป้องกันข้อบกพร่องในโครงการหล่ออลูมิเนียม
ข้อบกพร่องในการหล่ออลูมิเนียมส่วนใหญ่ได้รับการออกแบบมา ไม่ใช่ผลิตใน การปฏิบัติตามแนวทางการออกแบบสำหรับการหล่อ (DFC) ที่กำหนดไว้ในระหว่างขั้นตอน CAD จะช่วยขจัดความพรุนส่วนใหญ่ การปิดเย็น การวิ่งผิดทาง และการฉีกขาดจากความร้อนก่อนที่จะตัดแม่พิมพ์เดี่ยว กฎต่อไปนี้ใช้กับกระบวนการทราย แม่พิมพ์ถาวร และกระบวนการหล่อแบบกว้าง โดยจะมีหมายเหตุการปรับเปลี่ยนเฉพาะกระบวนการ
ความสม่ำเสมอของความหนาของผนัง
ความหนาของผนังไม่สม่ำเสมอจะสร้างอัตราการทำความเย็นที่แตกต่างกันซึ่งจะผลักดันความพรุนจากการหดตัวไปยังบริเวณสุดท้ายที่จะแข็งตัว เป้าหมายการออกแบบที่แนะนำคือการเปลี่ยนแปลงความหนาของผนังไม่เกิน 2:1 ระหว่างส่วนที่อยู่ติดกัน . ในกรณีที่ไม่สามารถหลีกเลี่ยงบอสหรือหน้าแปลนที่มีน้ำหนักมากได้ การคว้านวัสดุออกหรือการผสมทรานซิชันด้วยรัศมีที่กว้างใหญ่จะช่วยลดความแตกต่างของมวลความร้อน สำหรับ HPDC ให้กำหนดเป้าหมายความหนาของผนังเล็กน้อยที่ 2–4 มม. สำหรับการใช้งานโครงสร้างส่วนใหญ่ ผนังที่สูงกว่า 6 มม. เริ่มสะสมความพรุนของก๊าซ เว้นแต่จะใช้ไส้กรองแบบใช้ระบบสุญญากาศ
เนื้อและรัศมีที่มุมภายในทั้งหมด
มุมภายในที่คมชัดจะเน้นความเครียดและสร้างจุดร้อนระหว่างการแข็งตัว รัศมีเนื้อภายในขั้นต่ำของ ความหนาของผนัง 1.5 × ได้รับการแนะนำโดยแนวทางการออกแบบการหล่ออลูมิเนียมของ ASM International แม้แต่รัศมี 1 มม. ก็ช่วยลดปัจจัยความเข้มข้นของความเครียดได้อย่างมาก เมื่อเทียบกับมุมที่คมจริงๆ มุมภายนอกอาจคมกว่านี้ได้ (รัศมีขั้นต่ำ 0.5 มม.) แต่ไม่ควรเป็นอะลูมิเนียมหล่อแบบสี่เหลี่ยมจัตุรัสจนหมด
มุมร่างสำหรับการปล่อยแม่พิมพ์
พื้นผิวทั้งหมดขนานกับทิศทางการดึงแม่พิมพ์ต้องใช้มุมร่าง มาตรฐานขั้นต่ำคือ 1–2° สำหรับการหล่อทราย, 1–3° สำหรับแม่พิมพ์ถาวร และ 0.5–1.5° สำหรับ HPDC บนพื้นผิวภายนอก (มากขึ้นเล็กน้อยบนพื้นผิวภายในเนื่องจากการหล่อหดตัวลงบนแกน) กระแสลมที่ไม่เพียงพอทำให้เกิดการสึกหรอของแม่พิมพ์ การแตกหักของแกนกลาง และความยากในการสกัดซึ่งในที่สุดจะทำให้เกิดความเสียหายต่อการหล่อ พื้นผิวที่หันเข้าหาแม่พิมพ์ไม่ควรมีร่าง ระบุให้ชัดเจนในแบบเขียนว่าทิศทางของระนาบการพรากจากกันคือทิศทางใด
Gating และ Risering สำหรับการแข็งตัวของทิศทาง
การออกแบบประตูกั้นที่ดีจะป้อนโลหะเหลวอย่างต่อเนื่องจากส่วนที่บางไปจนถึงหนา เพื่อให้มั่นใจว่าบริเวณที่หนักที่สุดยังคงเชื่อมต่อกับอ่างเก็บน้ำของเหลว — ตัวยก — จนกระทั่งแข็งตัวเต็มที่ กฎ Chvorinov (เวลาในการแข็งตัวตามสัดส่วน (ปริมาตร/พื้นที่ผิว)²) เป็นตัวกำหนดขนาดไรเซอร์: ไรเซอร์ต้องมีโมดูลัสเป็นอย่างน้อย 1.2× ของส่วนที่หนักที่สุด มันฟีด ซอฟต์แวร์จำลองสถานการณ์ เช่น MAGMASOFT, Flow-3D และ ProCAST ถูกนำมาใช้กันอย่างแพร่หลายในการตรวจสอบการออกแบบเกตติ้งและไรเซอร์ก่อนที่จะตัดเครื่องมือการผลิต ซึ่งช่วยลดต้นทุนการทดลองและข้อผิดพลาดได้อย่างมาก
การออกแบบเกลียวและเม็ดมีดในอะลูมิเนียมหล่อ
อะลูมิเนียมหล่ออ่อนเกินไปสำหรับเกลียวหยาบโดยตรงในการใช้งานตัวยึดที่มีแรงบิดสูง ตัวเลือกต่างๆ ได้แก่: (1) การหล่อในเม็ดมีดเกลียวเหล็กหรือทองเหลือง — ผลิตภัณฑ์ Heli-Coil และ E-Z Lok เป็นที่นิยมสำหรับการติดตั้งเพิ่มเติม; (2) ใช้ด้ายกลึงหลังการหล่ออย่างน้อยที่สุด ความยาวหมั้นเส้นผ่านศูนย์กลางเกลียว 1.5× ; หรือ (3) ระบุการติดตั้งเม็ดมีดอัลตราโซนิกสำหรับการออกแบบเทอร์โมพลาสติกที่อยู่ติดกัน ชิ้นส่วน HPDC สามารถรวมรูคว้านที่มีเส้นผ่านศูนย์กลางขั้นต่ำ 2.0 มม. ด้วยการออกแบบแม่พิมพ์อย่างระมัดระวัง ช่วยลดความต้องการการเจาะหลังการหล่อ
การควบคุมคุณภาพการหลอมเหลว — ขั้นตอนที่ผู้เริ่มต้นส่วนใหญ่มักมองข้ามในการหล่ออะลูมิเนียม
คุณภาพของอลูมิเนียมหลอมเหลว ณ จุดเทจะกำหนดคุณภาพของเพดานของการหล่อสำเร็จรูป ชิ้นส่วนที่ออกแบบอย่างสมบูรณ์แบบจากโลหะที่เตรียมมาไม่ดีจะยังคงมีความพรุน การรวมตัวของออกไซด์ และคุณสมบัติทางกลลดลง ผู้ควบคุมโรงหล่อที่มีประสบการณ์ให้ความสำคัญกับการเตรียมการหลอมเช่นเดียวกับการออกแบบแม่พิมพ์
ความพรุนของไฮโดรเจน: ข้อบกพร่องในการหล่ออะลูมิเนียมที่พบบ่อยที่สุด
อะลูมิเนียมละลายไฮโดรเจนได้ง่ายในสถานะของเหลว โดยอะลูมิเนียมเหลวที่อุณหภูมิ 750°C สามารถกักเก็บได้ ประมาณ 0.65 ซม. ต่อโลหะ 100 กรัม เมื่อเทียบกับเพียง 0.034 cm³ ต่อ 100 กรัมในสถานะของแข็ง (ต่อข้อมูลจาก Aluminium Association) เมื่อสารหลอมละลายแข็งตัว ไฮโดรเจนที่ละลายส่วนใหญ่จะถูกปฏิเสธและก่อตัวเป็นฟองขนาดเล็กมาก ซึ่งเรียกว่ารูพรุน ตลอดการหล่อ แหล่งที่มาของไฮโดรเจนหลักคือความชื้นในบรรยากาศ เศษเปียก น้ำมันที่ไหลกลับคืน และฟลักซ์เปียก
การไล่แก๊สด้วยไนโตรเจนแห้งหรืออาร์กอนผ่านหน่วยกำจัดแก๊สแบบหมุน (กระบวนการ SNIF หรือเทียบเท่า) จะช่วยลดไฮโดรเจนที่ละลายอยู่ให้เหลือต่ำกว่า 0.10 ซม. ต่อ 100 ก ในทางปฏิบัติเชิงพาณิชย์ - ต่ำกว่าเกณฑ์สำหรับความพรุนที่มองเห็นได้ในรูปทรงการหล่อส่วนใหญ่ ผู้ที่ชื่นชอบงานอดิเรกที่ไม่มีอุปกรณ์กำจัดก๊าซแบบหมุนสามารถใช้ยาเม็ดเฮกซะคลอโรอีเทน (โดยมีการระบายอากาศที่เหมาะสม - กระบวนการนี้จะสร้างก๊าซคลอรีน) หรือเพียงแค่ลดการสัมผัสความชื้นให้กับวัสดุหลอมโดยการอุ่นเครื่องมือทั้งหมดก่อนและปิดฝาเตาหลอมไว้
การรวมออกไซด์และการปฏิบัติฟลักซ์
อะลูมิเนียมจะออกซิไดซ์ทันทีเมื่อสัมผัสกับอากาศ ทำให้เกิดผิวอลูมินา (Al₂O₃) ที่บางแต่คงอยู่ การเทแบบปั่นป่วนจะพับผิวนี้ลงในการหลอม ทำให้เกิดฟิล์มออกไซด์ที่ทำหน้าที่เป็นจุดเริ่มต้นของรอยแตกในการหล่อแบบแข็งตัว ศาสตราจารย์จอห์น แคมป์เบลล์แห่งมหาวิทยาลัยเบอร์มิงแฮมผู้ล่วงลับไปแล้วใช้เวลาหลายทศวรรษในการบันทึกว่าไบฟิล์มออกไซด์เป็นสาเหตุหลักของการกระจายคุณสมบัติเชิงกลของการหล่ออะลูมิเนียมส่วนใหญ่อย่างไร — ความแปรปรวนของความต้านทานแรงดึงที่ 30–40% ในการหล่อแบบเดียวกันมักจะสืบย้อนไปถึงการกระจายตัวของฟิล์มไบฟิล์ม
มาตรการตอบโต้ที่ใช้ได้จริง ได้แก่: ทัพพีเทก้นแทนทัพพีเทบนปาก ตัวกรองโฟมเซรามิกในระบบเกต (20–30 ppi สำหรับอะลูมิเนียม) ลดความสูงในการเทและควบคุมความเร็วการเท และลดความปั่นป่วนที่ทางเข้าแม่พิมพ์ให้เหลือน้อยที่สุด การเติมฟลักซ์ (เพื่อปกปิดฟลักซ์ เช่น โพแทสเซียมคลอไรด์/ส่วนผสมของโซเดียมคลอไรด์) ช่วยปกป้องพื้นผิวที่หลอมละลายจากการเกิดออกซิเดชันในชั้นบรรยากาศระหว่างความร้อน และช่วยรวมตัวของอนุภาคออกไซด์ให้พร่องๆ ก่อนเท
การควบคุมอุณหภูมิและ Superheat
โลหะผสมหล่ออะลูมิเนียมส่วนใหญ่มีอุณหภูมิของเหลวอยู่ระหว่างนั้น 555°C และ 615°C . การเทโดยใช้ความร้อนยวดยิ่งมากเกินไป (มากกว่า 80–100°C เหนือของเหลว) จะเพิ่มการดูดซับก๊าซ การสร้างออกไซด์ และการกัดเซาะของแม่พิมพ์ใน HPDC การเทเย็นเกินไปจะทำให้เกิดการวิ่งผิดและการปิดเย็น ซึ่งเป็นบริเวณที่ส่วนหน้าของโลหะแข็งตัวก่อนที่จะเติมแม่พิมพ์ อุณหภูมิการเทที่เหมาะสมสำหรับการใช้งานส่วนใหญ่อยู่ระหว่างนั้น 680°C และ 740°C เนื่องจากอุณหภูมิของแม่พิมพ์ก็มีบทบาทสำคัญเช่นกัน โดยทั่วไปแล้วแม่พิมพ์ถาวรจะถูกอุ่นไว้ที่ 200–350°C สำหรับอะลูมิเนียม
การดำเนินการหลังการหล่อ: การอบชุบ การตัดเฉือน และการตกแต่งพื้นผิว
โครงการหล่ออลูมิเนียมส่วนใหญ่ต้องมีงานหล่อหลังการหล่อเป็นอย่างน้อย การดำเนินการด้านล่างจะแสดงตามลำดับที่โดยทั่วไปจะดำเนินการในการผลิต
ขั้นตอนที่ 1
Degating และ Shakeout
การหล่อทรายจะถูกเขย่าออกจากแม่พิมพ์เมื่อแข็งตัวแล้ว (โดยปกติจะใช้เวลาภายใน 5-30 นาที ขึ้นอยู่กับน้ำหนักของชิ้นส่วน) รางเลื่อนและตัวยกจะถูกถอดออกโดยการเลื่อย การเจียร หรือการทำลายด้วยระบบไฮดรอลิก ชิ้นส่วน HPDC ได้รับการตัดแต่งด้วยแม่พิมพ์ตัดแต่งเฉพาะที่สามารถตัดแสงแฟลชและตัววิ่งได้ด้วยการกดเพียงครั้งเดียว โดยมีรอบเวลา 5–15 วินาทีต่อชิ้นส่วน การแยกเส้นแฟลชบนการหล่อทรายโดยทั่วไปต้องใช้การเจียรด้วยมือเพื่อผสมให้เข้ากับพื้นผิวการหล่อ
ขั้นตอนที่ 2
การอบชุบด้วยความร้อน (เมื่อระบุ)
การกำหนดอุณหภูมิ T6 — การอบชุบด้วยสารละลายตามด้วยการบ่มเทียม — เป็นการอบชุบด้วยความร้อนที่มีการระบุไว้อย่างกว้างขวางที่สุดสำหรับการหล่ออะลูมิเนียม สำหรับ A356:
- การบำบัดด้วยสารละลาย: 538°C ± 6°C เป็นเวลา 4–12 ชั่วโมง (ขึ้นอยู่กับความหนาของส่วน)
- การดับ: น้ำที่อุณหภูมิ 60–80°C (การดับด้วยความร้อนช่วยลดความผิดเพี้ยนของความเค้นตกค้าง)
- อายุ: 154°C ± 6°C เป็นเวลา 6–12 ชั่วโมง
ลำดับนี้ละลายตะกอน Mg₂Si ลงในสารละลายแล้วตกตะกอนอีกครั้งเป็นการกระจายตัวแบบละเอียดที่ขัดขวางการเคลื่อนที่ของความคลาดเคลื่อน เพิ่มความแข็งแรงของผลผลิตจากประมาณ 83 MPa (อุณหภูมิ F) ถึง 186–207 MPa (อุณหภูมิ T6) .
ขั้นตอนที่ 3
เครื่องจักรกลซีเอ็นซีของพื้นผิวที่สำคัญ
เครื่องจักรอะลูมิเนียมหล่อมีอายุการใช้งานยาวนานเป็นพิเศษ ยาวขึ้น 10–20× เมื่อตัดเฉือนอะลูมิเนียมกับเหล็กกล้าที่สภาวะโหลดเศษเท่ากัน การกลึงอะลูมิเนียมหล่อด้วย CNC ความเร็วสูงใช้เครื่องมือคาร์ไบด์ ความเร็วตัด 300–600 ม./นาที (ฟุตพื้นผิวต่อนาที: 1,000–2,000) และระบบจ่ายน้ำหล่อเย็นท่วมหรือการหล่อลื่นปริมาณขั้นต่ำ (MQL) คุณสมบัติ Datum ที่ถูกกลึงเข้าไปในการหล่อ — แผ่น เจาะ และรูระบุตำแหน่ง — สร้างกรอบอ้างอิงสำหรับการดำเนินการตัดเฉือนที่ตามมาทั้งหมด สำหรับชิ้นส่วน HPDC ที่มีปริมาณมาก ไลน์ถ่ายโอนเฉพาะที่มีรอบเวลาต่ำกว่า 60 วินาทีต่อชิ้นส่วนเป็นเรื่องปกติในเซลล์การหล่อของยานยนต์
ขั้นตอนที่ 4
ตัวเลือกการตกแต่งพื้นผิวสำหรับการหล่ออลูมิเนียม
ตัวเลือกการตกแต่งขั้นสุดท้ายสำหรับโครงการหล่ออะลูมิเนียมมีให้เลือกมากมาย:
- อโนไดซ์: ออกซิเดชันเคมีไฟฟ้าที่ทำให้ชั้นอลูมินาหนาแน่นเพิ่มขึ้น 5–25 µm (ประเภท II) หรือ 25–100 µm (ชุบอะโนไดซ์แข็งประเภท III) ให้ความต้านทานการกัดกร่อนและการสึกหรอที่ดีเยี่ยม ดีที่สุดกับโลหะผสม A356 หรือ 535
- เคลือบผง: การใช้ผงเทอร์โมเซตติงโพลีเมอร์ด้วยไฟฟ้าสถิต บ่มที่อุณหภูมิ 160–200°C ต้านทานรังสียูวีได้ดีเยี่ยม ช่วงสีกว้าง คุ้มค่าสำหรับปริมาณปานกลางถึงสูง เข้ากันได้กับโลหะผสมหล่อทั้งหมด
- การเคลือบการแปลงโครเมต: ไตรวาเลนท์โครเมต (อะโลดีน/อิริไดต์) ให้การป้องกันการกัดกร่อนและไพรเมอร์การยึดเกาะของสีสำหรับการใช้งานด้านการบินและอวกาศและการป้องกัน เป็นไปตาม RoHS กับสูตรไตรวาเลนท์
- การยิงระเบิดและการลบคมแบบสั่นสะเทือน: การเก็บผิวสำเร็จด้วยเครื่องจักรช่วยขจัดครีบ ปรับปรุงลักษณะพื้นผิว และสามารถนำมาใช้เพื่อสร้างแรงกดตกค้าง (รูปแบบการขัดผิวแบบ shot peening) ที่ช่วยยืดอายุความล้าได้ถึง 30%
- ชุบนิเกิลแบบไม่ใช้ไฟฟ้า: ฝากชั้นนิกเกิล-ฟอสฟอรัสสม่ำเสมอ 10–50 µm ซึ่งช่วยเพิ่มความแข็งได้อย่างมาก (500–700 HV หลังจากการอบชุบด้วยความร้อน) และความต้านทานการสึกหรอ ใช้สำหรับแม่พิมพ์ บุชชิ่ง และพื้นผิวเลื่อน

โครงสร้างต้นทุนของโครงการหล่ออลูมิเนียม - อะไรเป็นตัวขับเคลื่อนราคา
การทำความเข้าใจปัจจัยขับเคลื่อนต้นทุนช่วยให้วิศวกรโครงการตัดสินใจเลือกกระบวนการได้ดีขึ้น และช่วยให้ทีมจัดซื้อมีกรอบในการประเมินใบเสนอราคาจากซัพพลายเออร์ผู้หล่อ
การแก้ไขปัญหาข้อบกพร่องการหล่ออลูมิเนียมทั่วไป
แม้แต่ผู้ควบคุมโรงหล่อที่มีประสบการณ์ยังพบข้อบกพร่องอีกด้วย ตารางด้านล่างแสดงข้อบกพร่องในการหล่ออะลูมิเนียมที่พบบ่อยที่สุดถึงสาเหตุที่แท้จริงและแนวทางแก้ไข
| ข้อบกพร่อง | ลักษณะที่ปรากฏ | สาเหตุหลัก | การดำเนินการแก้ไข |
|---|---|---|---|
| ความพรุนของแก๊ส | ช่องว่างกลม ผนังเรียบ การกระจายแบบสุ่ม | ไฮโดรเจนละลายในตัวละลาย | เดอกาส์ละลาย; ทำให้เครื่องมือและเศษเหล็กทั้งหมดแห้ง ลดความร้อนยวดยิ่ง |
| ความพรุนของการหดตัว | ช่องว่างไม่สม่ำเสมอ ผนังหยาบ ในส่วนหนัก | การให้อาหาร/การเพิ่มขึ้นไม่เพียงพอ | เพิ่มขนาดไรเซอร์ เพิ่มความเย็นให้กับส่วนที่หนัก ออกแบบใหม่สำหรับผนังที่สม่ำเสมอ |
| ปิดเย็น | ตะเข็บเชิงเส้นบนพื้นผิว ส่วนต่อประสานที่อ่อนแอ | ด้านหน้าโลหะสองบานที่ระบายความร้อนก่อนการประชุม | เพิ่มอุณหภูมิการเท; ปรับปรุง gating เพื่อรวมโฟลว์ก่อนหน้านี้ |
| น้ำตาร้อน | รอยแตกร้าวเมื่อเนื้อหรือส่วนเปลี่ยน | ความเครียดจากความร้อนในระหว่างการแข็งตัวระยะสุดท้าย | เพิ่มรัศมีเนื้อ; เพิ่มความยืดหยุ่นให้กับแกน เปิดแม่พิมพ์ |
| การรวมออกไซด์ | มีเส้นสีเข้มหรือฟิล์มปรากฏบนส่วนที่กลึง | การเทแบบปั่นป่วน, สกินออกไซด์แบบพับ | ลดความสูงของการเท ใช้ตัวกรองโฟมเซรามิก หลีกเลี่ยงการหลอมขี้เถ้า |
| มิสรัน | การเติมที่ไม่สมบูรณ์ ขอบมนที่ไม่สมบูรณ์ | โลหะเย็นเกินไป ส่วนบาง การระบายอากาศไม่ดี | เพิ่มอุณหภูมิเท; ทำให้ผนังบางหนาขึ้น เพิ่มช่องระบายอากาศลงในแม่พิมพ์ |
การหล่ออะลูมิเนียมอย่างยั่งยืน — การรีไซเคิล พลังงาน และเศรษฐกิจแบบวงกลม
อลูมิเนียมเป็นโลหะโครงสร้างที่สามารถรีไซเคิลได้มากที่สุดในการใช้งานทั่วไป และคุณสมบัตินี้เปลี่ยนแปลงพื้นฐานการคำนวณความยั่งยืนของโครงการหล่ออะลูมิเนียมเมื่อเปรียบเทียบกับทางเลือกอื่นที่ทำจากเหล็กหรือสังกะสี การรีไซเคิลอะลูมิเนียมต้องการเพียงเท่านั้น 5% ของพลังงานที่จำเป็นในการผลิตอะลูมิเนียมปฐมภูมิจากแร่บอกไซต์ — ประมาณ 2–3 kWh/kg สำหรับการผลิตขั้นที่สอง เทียบกับ 45–55 kWh/kg สำหรับการผลิตขั้นต้น (ข้อมูลจาก International Aluminium Institute, 2023) ความแตกต่างของรอยเท้าคาร์บอนก็น่าทึ่งไม่แพ้กัน กล่าวคือ อลูมิเนียมทุติยภูมิสร้าง CO₂ ประมาณ 0.5–1.0 กิโลกรัมต่อกิโลกรัมของโลหะ เทียบกับ 8–12 กิโลกรัมCO₂ ต่อกิโลกรัมสำหรับการถลุงขั้นต้นด้วยพลังงานถ่านหิน
จบแล้ว 75% ของอะลูมิเนียมทั้งหมดที่เคยผลิตยังคงใช้อยู่ในปัจจุบัน ตามที่สมาคมอลูมิเนียม ภาคยานยนต์มีอัตราการรีไซเคิลอะลูมิเนียมสูงที่สุดในบรรดาการใช้งานขั้นสุดท้าย ยานพาหนะที่หมดอายุการใช้งานเป็นแหล่งของเศษโลหะผสมหล่อที่สะอาดและหนาแน่นซึ่งไหลกลับเข้าสู่การผลิตโลหะผสม HPDC ขั้นที่สองโดยมีการย่อยสลายคุณภาพน้อยที่สุด ประสิทธิภาพแบบวงปิดนี้เป็นเหตุผลหนึ่งที่ผู้ผลิตรถยนต์อ้างว่าการหล่ออะลูมิเนียมเป็นตัวเลือกการออกแบบที่คำนึงถึงความยั่งยืน แม้แต่บนแพลตฟอร์มของยานพาหนะที่ใช้พลังงานมาก
สำหรับการปฏิบัติงานในโรงหล่อ การนำพลังงานกลับมาใช้ใหม่จากก๊าซไอเสียจากเตาเผา การตรวจสอบเคมีหลอมเหลวแบบเรียลไทม์เพื่อลดรอบการหลอมใหม่ และโครงสร้างภายในเตาเซรามิกไฟเบอร์ที่ลดการสูญเสียความร้อนได้ 15–25% เมื่อเทียบกับการออกแบบวัสดุทนไฟแบบเก่า ล้วนมีส่วนช่วยลดผลกระทบต่อสิ่งแวดล้อมในโรงงานหล่ออะลูมิเนียมสมัยใหม่ โรงหล่อในยุโรปหลายแห่ง รวมถึง Rheinfelden Alloys และ Novelis ให้คำมั่นสัญญาว่าจะดำเนินการหล่ออะลูมิเนียมที่เป็นกลางทางคาร์บอนภายในปี 2030 ผ่านการผสมผสานระหว่างการจัดหาพลังงานทดแทนและโครงการชดเชย
แนวโน้มใหม่ในการหล่ออะลูมิเนียม — อะไรกำลังเปลี่ยนแปลงอุตสาหกรรม
อุตสาหกรรมการหล่ออะลูมิเนียมกำลังอยู่ระหว่างการเปลี่ยนแปลงทางเทคนิคที่สำคัญซึ่งขับเคลื่อนโดยการใช้พลังงานไฟฟ้า การผลิตแบบดิจิทัล และการพัฒนาโลหะผสมใหม่ การทำความเข้าใจแนวโน้มเหล่านี้เกี่ยวข้องกับใครก็ตามที่วางแผนโครงการหล่ออะลูมิเนียมเป็นเวลาหลายปี
Mega-Casting และบูรณาการโครงสร้าง
การใช้เครื่องอัดขนาด 6,000 ตันและ 9,000 ตันของ Tesla เพื่อหล่อส่วนใต้ท้องรถของ EV ทั้งหมดให้เป็นอะลูมิเนียมหล่อขึ้นรูปชิ้นเดียว แทนที่ชิ้นส่วนที่ประทับและเชื่อมจำนวน 70–100 ชิ้น ได้กระตุ้นให้เกิดความสนใจอย่างมากในอุตสาหกรรมยานยนต์ Toyota, Volvo, General Motors และ OEM ของจีนหลายรายได้ประกาศโครงการที่คล้ายกัน การหล่อใช้การหล่อแบบสุญญากาศสูงแบบกำหนดเองด้วยโลหะผสม Al-Si-Mg ที่พัฒนาขึ้นโดยเฉพาะสำหรับการหล่อแบบโครงสร้างขนาดใหญ่ โดยสามารถยืดตัวได้มากกว่า 10% และความต้านทานแรงดึงสูงกว่า 250 MPa เมื่อหล่อ โดยไม่ต้องผ่านการบำบัดความร้อน การพัฒนานี้เปลี่ยนแปลงพื้นฐานทางเศรษฐกิจของการผลิตโครงสร้างตัวถังในปริมาณที่สูงกว่า 100,000 หน่วยต่อปี
แม่พิมพ์ทรายและแกนพิมพ์แบบ 3 มิติ
การพิมพ์ Binder jet ของแม่พิมพ์ทรายซิลิกา (โดยใช้ระบบจาก ExOne/Desktop Metal, Voxeljet และ Viridis3D) ได้ลบขั้นตอนการสร้างลวดลายออกจากการหล่อทราย ทำให้สามารถผลิตชิ้นเดียวของการหล่ออลูมิเนียมที่ซับซ้อนพร้อมทางเดินภายในซึ่งในเชิงเรขาคณิตเป็นไปไม่ได้ที่จะเจาะด้วยวิธีการทั่วไป ขณะนี้ระยะเวลาตั้งแต่ไฟล์ CAD จนถึงชิ้นส่วนแรกเริ่มแล้ว 3-5 วันทำการ ด้วยแม่พิมพ์ทรายที่พิมพ์ออกมา เทียบกับ 4-8 สัปดาห์สำหรับรูปแบบและเครื่องมือทั่วไป ฟอร์ด, จอห์น เดียร์ และบริษัทด้านการบินและอวกาศหลายแห่งใช้แม่พิมพ์ทรายพิมพ์สำหรับการหล่ออะลูมิเนียมต้นแบบและการผลิตในปริมาณน้อย โดยมีต้นทุนชิ้นส่วนที่สามารถแข่งขันกับทางเลือกอื่นที่ใช้เครื่องจักรสำหรับรูปทรงที่ซับซ้อนได้
การตรวจสอบกระบวนการแบบเรียลไทม์และการควบคุมคุณภาพ AI
อาร์เรย์เซ็นเซอร์ที่ฝังอยู่ในเครื่องหล่อโลหะขณะนี้สามารถบันทึกโปรไฟล์แรงดันช็อต อุณหภูมิพื้นผิวแม่พิมพ์ และข้อมูลความเร็วของโลหะที่ความละเอียดมิลลิวินาที แบบจำลองการเรียนรู้ของเครื่องที่ได้รับการฝึกอบรมเกี่ยวกับข้อมูลข้อบกพร่องในอดีตสามารถคาดการณ์ความพรุนของการหดตัวและความน่าจะเป็นในการปิดเย็นจากลายเซ็นโปรไฟล์ช็อตก่อนที่ชิ้นส่วนจะถูกถอดออกจากแม่พิมพ์ ช่วยให้สามารถปฏิเสธช็อตที่ไม่เป็นไปตามข้อกำหนดโดยอัตโนมัติโดยไม่ต้องมีการตรวจสอบด้วยรังสีเอกซ์ รายงานซัพพลายเออร์การหล่อยานยนต์ระดับ 1 หลายราย อัตราเศษซากลดลง 30–50% หลังจากปรับใช้ระบบการตรวจสอบแบบเรียลไทม์ดังกล่าว แปลโดยตรงเป็นต้นทุนที่ลดลงและปรับปรุงตัวชี้วัดความยั่งยืน
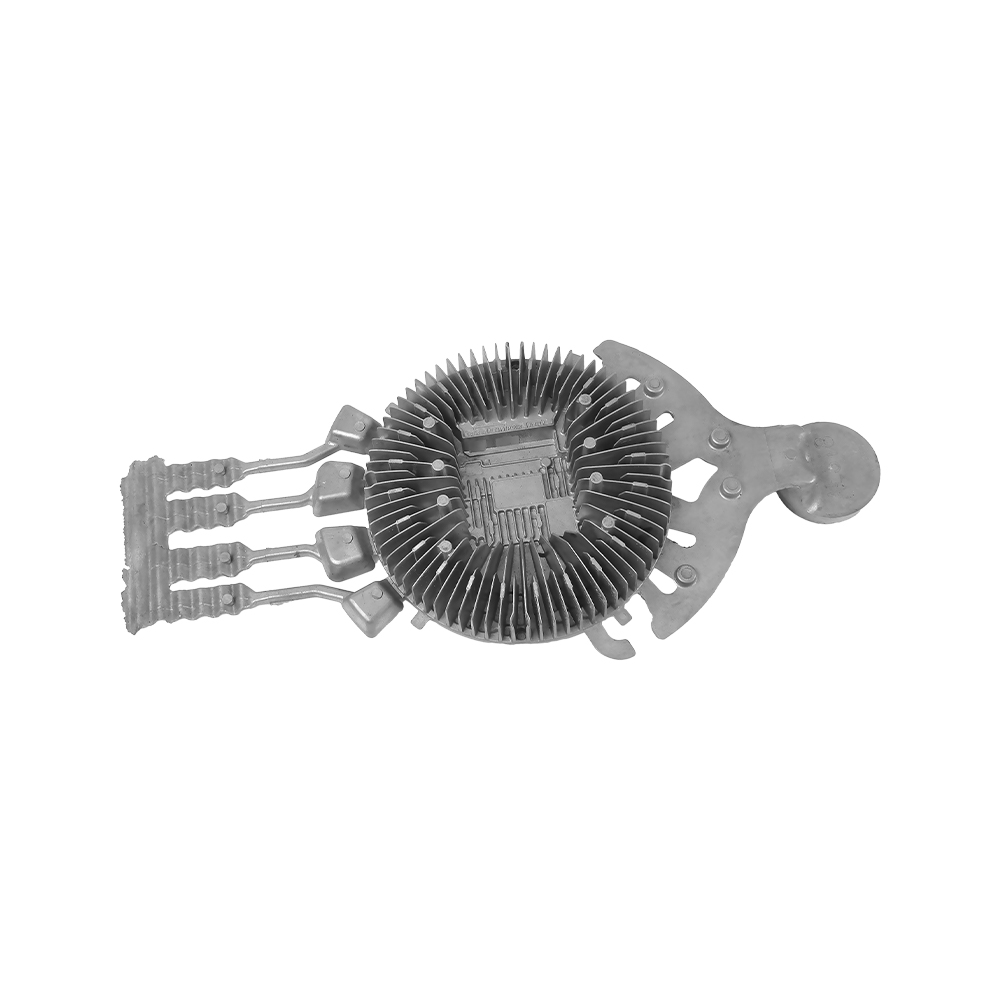
การพัฒนาโลหะผสมเพื่อการจัดการความร้อนของยานพาหนะไฟฟ้า
แผ่นทำความเย็นแบตเตอรี่ EV ต้องใช้โลหะผสมอลูมิเนียมหล่อที่มีค่าการนำความร้อนสูง แรงดันแน่นดีเยี่ยม (ไม่มีรูพรุน) และความสามารถในการสร้างข้อต่อประสาน มาตรฐาน A380 มีค่าการนำความร้อนประมาณ 96 วัตต์/เมตร·เค - เพียงพอแต่ไม่เหมาะสม โลหะผสมใหม่ในตระกูล Al-Si-Mg ที่มีปริมาณเหล็กและทองแดงควบคุมได้รับการพัฒนาโดยบริษัทต่างๆ รวมถึง Novelis, Constellium และ Impol เพื่อให้มีค่าการนำไฟฟ้าสูงกว่า 160 W/m·K ในสภาวะแบบหล่อ ซึ่งช่วยให้ระบบแบตเตอรี่ระบายความร้อนด้วยของเหลวมีขนาดกะทัดรัดและมีประสิทธิภาพมากขึ้น นี่เป็นงานวิจัยด้านโลหะผสมที่มีการยื่นจดสิทธิบัตรหลายฉบับในปี 2022-2024
คำถามที่พบบ่อยเกี่ยวกับโครงการหล่ออลูมิเนียม
อลูมิเนียมอัลลอยด์ที่ดีที่สุดสำหรับโครงการหล่อครั้งแรกคืออะไร?
สำหรับผู้เริ่มต้นที่ใช้เตาสนามหลังบ้านและแม่พิมพ์ทรายสีเขียว ลูกสูบรีไซเคิล (โดยทั่วไปคือโลหะผสม 4032 หรือ 2618) หรือลิ่ม A356 ที่สะอาดเป็นจุดเริ่มต้นที่ดีเยี่ยมทั้งคู่ ทั้งสองชนิดมีความลื่นไหลที่ดีที่อุณหภูมิเทในสวนหลังบ้านทั่วไปที่ 700–730°C และไม่มีการเติมโลหะผสมที่เป็นพิษอย่างมีนัยสำคัญ A356 ช่วยขจัดความชื้นในทรายได้ดีกว่าเล็กน้อย เนื่องจากมีปริมาณซิลิกอนช่วยเพิ่มความลื่นไหลแม้ในอุณหภูมิที่ต่ำกว่า หลีกเลี่ยงเศษที่ไม่รู้จักจากอุปกรณ์อิเล็กทรอนิกส์หรือชิ้นส่วนเคลือบ — สารปนเปื้อนจากการบัดกรี สังกะสีหล่อ หรือการชุบอาจทำให้เกิดควันพิษและคุณภาพการหล่อไม่ดี
ฉันจะป้องกันรูพรุนในการหล่ออะลูมิเนียมได้อย่างไร
ความพรุนมีสาเหตุสองประการ: ไฮโดรเจนละลาย (ความพรุนของก๊าซ) และการป้อนการหดตัวไม่เพียงพอ (ความพรุนของการหดตัว) ในการจัดการกับความพรุนของแก๊ส ให้เก็บวัสดุแม่พิมพ์และโลหะทั้งหมดให้แห้ง ใช้ฟลักซ์เคลือบ และขจัดก๊าซที่ละลายก่อนเท เพื่อจัดการกับความพรุนจากการหดตัว ตรวจสอบให้แน่ใจว่าไรเซอร์ของคุณมีขนาดใหญ่พอที่จะยังคงเป็นของเหลวหลังจากการหล่อแข็งตัวแล้ว — โมดูลัสของไรเซอร์จะต้องเกินโมดูลัสส่วนการหล่อที่หนักที่สุดอย่างน้อย 20% การแช่เย็นที่อยู่ติดกับส่วนที่หนักยังช่วยเร่งการแข็งตัวในท้องถิ่นเพื่อลดความต้องการการหดตัว
ความหนาของผนังขั้นต่ำที่สามารถบรรลุได้ในการหล่ออะลูมิเนียมคือเท่าใด
ความหนาของผนังขั้นต่ำขึ้นอยู่กับกระบวนการหล่อ การหล่อด้วยแรงดันสูงทำให้ได้ผนังที่บางที่สุด — ต่ำที่สุด 0.8 มม ในการออกแบบแม่พิมพ์ที่ได้รับการปรับปรุงด้วยการฉีดโลหะความเร็วสูง การหล่อการลงทุนทำได้ 1.0–1.5 มม. ได้อย่างน่าเชื่อถือ การหล่อแบบแม่พิมพ์ถาวร (แม่พิมพ์แบบใช้แรงโน้มถ่วง) มีด้ามจับขั้นต่ำ 2–3 มม. โดยทั่วไปการหล่อทรายต้องใช้ผนังขั้นต่ำ 3–5 มม. เพื่อการเติมที่เชื่อถือได้ แม้ว่าผู้ปฏิบัติงานโรงหล่อที่มีทักษะสามารถบรรลุความสำเร็จในชิ้นส่วนขนาดเล็กได้ถึง 2 มม. ด้วยโลหะผสมที่มีความสามารถในการไหลของซิลิคอนสูงและแม่พิมพ์ที่มีรั้วรอบขอบชิดดี
เชื่อมอลูมิเนียมหล่อได้ไหม?
ใช่ สามารถเชื่อมโลหะผสมอะลูมิเนียมหล่อได้หลายชนิด แต่กระบวนการนี้จำเป็นต้องได้รับการดูแลเอาใจใส่ โลหะผสม A356 และ 535 เป็นโลหะผสมหล่อทั่วไปที่เชื่อมได้มากที่สุด การเชื่อมอาร์กทังสเตนด้วยแก๊ส (GTAW/TIG) ด้วยลวดเติม 4043 หรือ 5356 ถือเป็นแนวปฏิบัติมาตรฐาน ชิ้นส่วน HPDC ที่มี A380 โดยทั่วไปถือว่าเชื่อมไม่ได้ในการใช้งานเชิงโครงสร้าง เนื่องจากมีปริมาณทองแดงและความพรุนของก๊าซที่ปล่อยออกมาระหว่างการเชื่อม หากเชื่อมอะลูมิเนียมหล่อ ให้อุ่นพื้นที่ไว้ที่ 150–200°C เพื่อลดการแตกร้าวจากการเปลี่ยนแปลงอุณหภูมิแบบฉับพลัน และแนะนำให้คลายความเค้นหลังการเชื่อมที่อุณหภูมิ 175°C เป็นเวลา 2–4 ชั่วโมงสำหรับข้อต่อโครงสร้างใน A356
การหล่ออลูมิเนียมใช้เวลานานเท่าใด?
ระยะเวลารอคอยสินค้าจะแตกต่างกันอย่างมากตามกระบวนการและสถานที่ตั้งของซัพพลายเออร์ สำหรับการหล่อแม่พิมพ์ทรายด้วยการพิมพ์ 3 มิติ (ปริมาณต้นแบบ) ระยะเวลารอคอยสินค้าชิ้นแรกคือ 3-10 วันทำการ สามารถทำได้จากซัพพลายเออร์ที่จัดตั้งขึ้น การหล่อทรายแบบธรรมดาที่มีรูปแบบใหม่: 4–8 สัปดาห์สำหรับการสร้างลวดลาย บวก 1–2 สัปดาห์สำหรับการหล่อ HPDC พร้อมเครื่องมือใหม่: 10–20 สัปดาห์สำหรับการผลิตแม่พิมพ์ จากนั้นปริมาณการผลิตใน 2–4 สัปดาห์ การหล่อการลงทุน: 8–16 สัปดาห์สำหรับการใช้เครื่องมือ, 3–6 สัปดาห์สำหรับการผลิต โปรแกรมเครื่องมือแบบเร่งด่วนที่มีต้นทุนสูงกว่าสามารถบีบอัดไทม์ไลน์เหล่านี้ได้ 30–50% กับซัพพลายเออร์ระดับพรีเมียม
ความแตกต่างระหว่างอลูมิเนียมหล่อและอลูมิเนียมหล่อทรายคืออะไร?
การหล่อทรายใช้แม่พิมพ์ทรายแบบใช้แล้วทิ้งซึ่งถูกทำลายเพื่อปล่อยชิ้นส่วน ทำให้ได้รูปทรงที่ซับซ้อนและชิ้นส่วนที่มีขนาดใหญ่มาก แต่มีพื้นผิวสำเร็จที่ต่ำกว่า ความคลาดเคลื่อนที่ยอมรับได้กว้างขึ้น และรอบเวลาช้าลง การหล่อแบบใช้แม่พิมพ์ (แม่พิมพ์) เหล็กชุบแข็งถาวร และฉีดโลหะภายใต้แรงดันสูง ทำให้ได้ผิวสำเร็จที่ดีเยี่ยม (1–2 µm Ra) ค่าพิกัดความเผื่อที่แคบ (±0.05–0.15 มม.) และอัตราการผลิตที่สูงมาก (30–120 รอบวินาที) แต่ด้วยต้นทุนเครื่องมือที่สูงและข้อกำหนดปริมาณขั้นต่ำ ซึ่งทำให้ไม่ประหยัดค่าใช้จ่ายต่ำกว่าประมาณ 10,000 ชิ้นส่วน การหล่อทรายจะดีกว่าสำหรับต้นแบบ ชิ้นส่วนขนาดใหญ่ และปริมาณน้อย การหล่อแบบเป็นเลิศในการผลิตชิ้นส่วนที่มีความแม่นยำขนาดเล็กถึงปานกลางในปริมาณมาก
การหล่ออลูมิเนียมเป็นมิตรกับสิ่งแวดล้อมหรือไม่?
การหล่ออะลูมิเนียมโดยใช้โลหะผสมทุติยภูมิ (รีไซเคิล) เป็นหนึ่งในกระบวนการโลหะที่เป็นมิตรต่อสิ่งแวดล้อมมากกว่า อะลูมิเนียมทุติยภูมิต้องการพลังงานเพียง 5% ของการผลิตอะลูมิเนียมปฐมภูมิ และสร้างก๊าซ CO₂ เพียงเล็กน้อย ความสามารถในการรีไซเคิลสูงของอะลูมิเนียม — ด้วยอัตราการรีไซเคิลสูงกว่า 90% ในภาคยานยนต์ — และการไหลของวัสดุแบบวงปิดในการดำเนินงานโรงหล่อหลายแห่ง ทำให้เป็นมิตรต่อสิ่งแวดล้อมมากกว่ากระบวนการที่ใช้โลหะปฐมภูมิอย่างมาก ข้อกังวลหลักด้านสิ่งแวดล้อมคือการปล่อยฟลูออไรด์จากการใช้ฟลักซ์ (ควบคุมโดยเครื่องฟอกแบบเปียกในโรงหล่อสมัยใหม่) และการจัดการน้ำหล่อเย็นในกระบวนการตัดเฉือน
ฉันสามารถชุบอโนไดซ์ชิ้นส่วนอะลูมิเนียมหล่อขึ้นรูปได้หรือไม่
โลหะผสม HPDC มาตรฐาน เช่น A380 (ซึ่งมีทองแดง 3–4%) จะไม่ทำการชุบผิวเพื่อให้ได้คุณภาพที่สม่ำเสมอ — ปริมาณทองแดงทำให้เกิดการย้อมสีน้ำตาลหรือสีดำในชั้นขั้วบวก สำหรับพื้นผิวที่มีลักษณะเป็นอโนไดซ์บนอะลูมิเนียมหล่อ ให้ระบุโลหะผสมทองแดงต่ำ เช่น A360 (ทองแดงต่ำกว่า 0.6%) หรือโลหะผสมหล่อแบบพิเศษเพื่อความสวยงาม โลหะผสม A356 และ 535 ชุบอโนไดซ์อย่างหมดจดและใช้สีย้อมสม่ำเสมอ หากจำเป็นต้องมีการหล่อแบบตายตัวและระบุการชุบอโนไดซ์ ให้ทำงานร่วมกับซัพพลายเออร์การหล่อของคุณเพื่อเลือกโลหะผสมทองแดงต่ำที่เหมาะสมในระหว่างขั้นตอนการออกแบบ แทนที่จะค้นพบความไม่เข้ากันหลังจากสร้างเครื่องมือแล้ว





