
บ้าน / ข่าว / ข่าวอุตสาหกรรม / สิ่งสำคัญที่ต้องคำนึงถึงคือหล่อ: ความลาดเคลื่อนต้นทุนและที่สำคัญที่สุด
ชิ้นส่วนกลึงอะลูมิเนียมมีประสิทธิภาพเหนือกว่าการหล่ออะลูมิเนียมเมื่อความคลาดเคลื่อนและความสมบูรณ์ของโครงสร้างมีความสำคัญมากที่สุด
คำตอบสั้น ๆ : เลือก ชิ้นส่วนกลึงอลูมิเนียม เมื่อใดก็ตามที่ส่วนประกอบต้องการความคลาดเคลื่อนของขนาดที่แคบ (โดยทั่วไป ±0.01 มม. ถึง ±0.05 มม.) โครงสร้างจุลภาคที่มีความหนาแน่นเต็มที่ปราศจากความพรุน หรือปริมาณการผลิตต่ำถึงกลางซึ่งต้นทุนเครื่องมือไม่สามารถพิสูจน์ได้ เลือก การหล่ออลูมิเนียม เมื่อเรขาคณิตมีความซับซ้อน ขนาดการรันจะมีขนาดใหญ่ (มักเป็น 10,000 หน่วย) และความแม่นยำของมิติที่ต่ำกว่าเล็กน้อยก็เป็นที่ยอมรับได้ ไม่มีกระบวนการใดที่ "ดีกว่า" ในระดับสากล ทั้งสองกระบวนการแก้ปัญหาทางวิศวกรรมที่แตกต่างกัน และห่วงโซ่อุปทานที่แข็งแกร่งที่สุดก็รวมทั้งสองอย่างเข้าด้วยกัน โดยตัดเฉือนพื้นผิวการผสมพันธุ์ที่สำคัญลงบนชิ้นงานหล่อ
บทความนี้จะแจกแจงรายละเอียดความแตกต่างที่แท้จริงระหว่างการตัดเฉือนแบบหักลบและการหล่อ โลหะผสมที่แต่ละกระบวนการโปรดปราน ความคลาดเคลื่อนที่คุณคาดหวังได้ตามความเป็นจริง และวิธีที่ผู้ซื้อตัดสินใจแลกกับใบสั่งผลิตจริงในปี 2026
วิธีการผลิตชิ้นส่วนกลึงอะลูมิเนียมจริง
ชิ้นส่วนอะลูมิเนียมที่กลึงขึ้นรูปเริ่มต้นชีวิตด้วยสต็อกขึ้นรูป — แท่ง แผ่น หรือการอัดขึ้นรูป — ซึ่งมีโครงสร้างเกรนที่สม่ำเสมอและปราศจากช่องว่างจากการรีดหรือการอัดขึ้นรูป จากนั้น โรงสีหรือเครื่องกลึง CNC จะนำวัสดุออกจากกระบวนการควบคุมจนกระทั่งได้รูปทรงขั้นสุดท้าย ไม่มีขั้นตอนการหลอมเหลว ไม่มีการหดตัวเพื่อชดเชย และไม่มีความเสี่ยงที่จะเกิดฟองก๊าซที่ติดอยู่ภายในชิ้นส่วน
ลำดับการผลิตโดยทั่วไป
- การเลือกสต็อคดิบและการตัดให้เป็นขนาดว่างคร่าวๆ
- การเขียนโปรแกรม CAM จากโมเดล 3 มิติ รวมถึงการจำลองเส้นทางเครื่องมือ
- การกัดหยาบหรือการกลึงเพื่อขจัดวัสดุจำนวนมากออกอย่างรวดเร็ว
- การผ่านกึ่งสำเร็จเพื่อให้ชิ้นส่วนเข้าใกล้มิติสุดท้าย
- การผ่านขั้นสุดท้ายด้วยอัตราการป้อนที่ช้าลงสำหรับพื้นผิวที่มีพิกัดความเผื่อต่ำ
- การขัดลบคม การทำความสะอาด และการตรวจสอบขนาด
- การรักษาพื้นผิวเสริม (อโนไดซ์, ทู่, การพ่นลูกปัด)
เครื่องแมชชีนนิ่งเซ็นเตอร์แบบ 5 แกนสามารถวางแนวชิ้นส่วนเดียวผ่านการปฏิบัติงานส่วนใหญ่ ซึ่งช่วยลดข้อผิดพลาดในการยึดจับ และลดระยะเวลารอบของชิ้นส่วนที่มีคุณสมบัติเป็นมุมสั้นลง ซึ่งเป็นสิ่งที่โรงสี 3 แกนจำเป็นต้องมีการตั้งค่าหลายครั้งจึงจะบรรลุผล
ชิ้นส่วนกลึงกับการหล่ออลูมิเนียม: การเปรียบเทียบโดยตรง
ผู้ซื้อมักถามว่าชิ้นส่วน "ควร" หล่อหรือตัดเฉือนก่อนที่จะมีแบบเขียนแบบเดียวหรือไม่ ตารางด้านล่างแสดงความแตกต่างในทางปฏิบัติที่ขับเคลื่อนการตัดสินใจดังกล่าวในพื้นที่การผลิต แทนที่จะเป็นทางทฤษฎี
| ปัจจัย | ชิ้นส่วนอลูมิเนียมกลึง | การหล่ออลูมิเนียม |
|---|---|---|
| ความอดทนโดยทั่วไป | ±0.01มม. ถึง ±0.05มม | ±0.2มม. ถึง ±0.5มม. (แบบหล่อ) |
| ความเสี่ยงต่อความพรุนภายใน | ไม่มี (สต๊อกสินค้าไว้) | ปัจจุบันโดยเฉพาะในส่วนที่หนา |
| การลงทุนด้านเครื่องมือ | ต่ำ (เฉพาะการแข่งขัน) | สูง (แม่พิมพ์หรือแม่พิมพ์) |
| ปริมาณการสั่งซื้อที่ดีที่สุด | ต้นแบบถึงระดับเสียงกลาง | ปริมาณปานกลางถึงสูง |
| อิสรภาพทางเรขาคณิต | จำกัดด้วยการเข้าถึงเครื่องมือ | อาจมีช่องว่างภายในที่ซับซ้อน |
| ความแข็งแรงทางกล | การไหลของเมล็ดพืชที่สม่ำเสมอและสูงขึ้น | ลดลงเว้นแต่จะได้รับความร้อน |
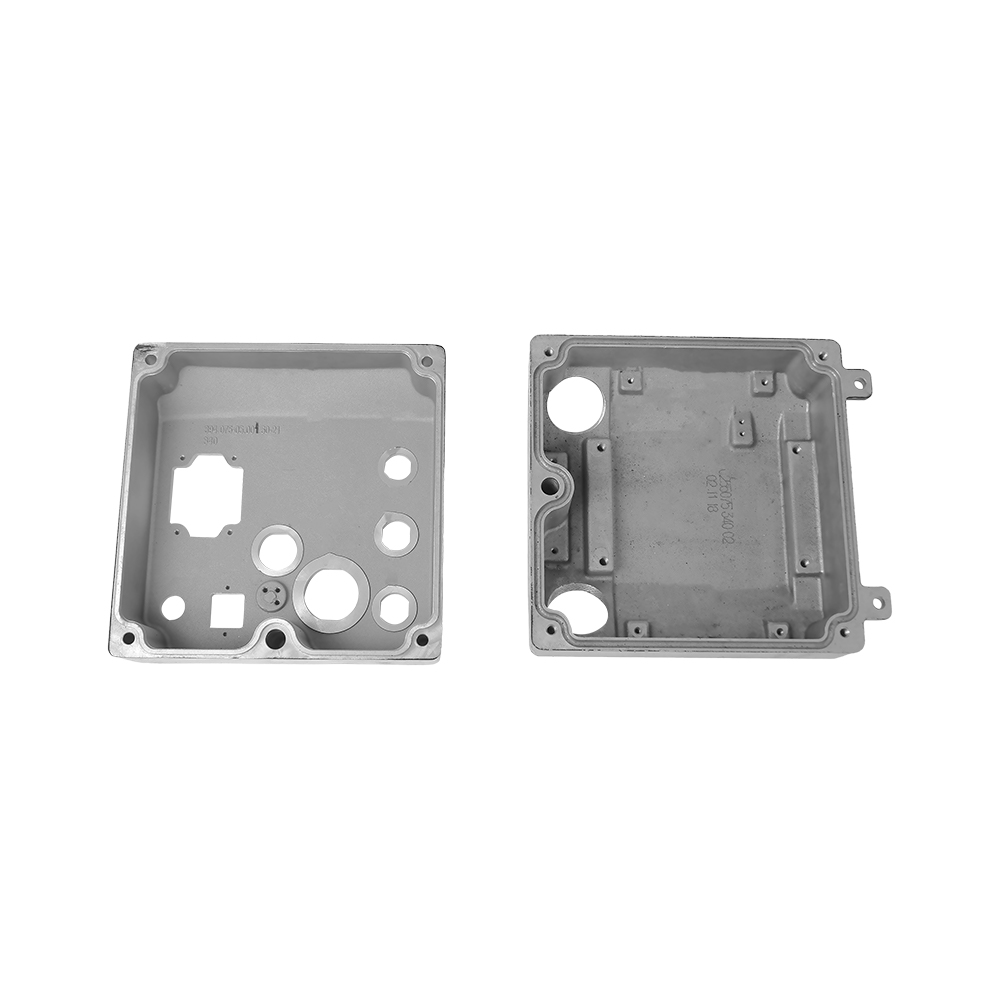
ในทางปฏิบัติ โปรแกรมการผลิตจำนวนมากใช้ทั้งสองกระบวนการร่วมกัน: การหล่ออลูมิเนียม สร้างรูปร่างตัวเรือนที่หยาบในราคาประหยัด จากนั้นการตัดเฉือนจะทำให้รูแบริ่ง หน้ายึด และรูเกลียวที่ต้องการความแม่นยำที่พื้นผิวแบบหล่อไม่สามารถให้ได้
การเลือกโลหะผสม: สิ่งที่เกิดขึ้นจริงบนโต๊ะเครื่องจักร
เครื่องจักรเกรดอะลูมิเนียมแต่ละเครื่องมีลักษณะไม่เหมือนกัน และโลหะผสมที่เลือกต้นทางจะกำหนดความเร็วตัด การสึกหรอของเครื่องมือ และความแข็งแรงของชิ้นส่วนขั้นสุดท้าย
โลหะผสมทั่วไปและพฤติกรรมการตัดเฉือน
| อัลลอย | คะแนนความสามารถในการแปรรูป | การใช้งานทั่วไป |
|---|---|---|
| 6061-T6 | ดี | ขายึดโครงสร้างทั่วไป, ตัวเรือน |
| 6082-T6 | ดี | โครงรับน้ำหนัก, เรือนเกียร์ |
| 7075-T6 | ยุติธรรม | อุปกรณ์การบินและอวกาศ ชิ้นส่วนรับแรงกดสูง |
| 2024-T3 | ยุติธรรม | โครงสร้างที่มีความสำคัญต่อความเหนื่อยล้า |
| 5052-H32 | ยอดเยี่ยม | แผ่นกลึงที่ได้มาจากโลหะแผ่น |
7075 มีอัตราส่วนความแข็งแรงต่อน้ำหนักสูงสุดในรายการนี้ แต่ทำให้เกิดความร้อนและการสึกหรอของเครื่องมือมากขึ้นในระหว่างการตัด ซึ่งเป็นเหตุผลว่าทำไมร้านค้าที่ใช้ชิ้นส่วน 7075 ในปริมาณมากจึงนิยมใช้เครื่องมือเคลือบคาร์ไบด์และอัตราการป้อนของสปินเดิลต่ำกว่าที่ใช้ใน 6061
ความคลาดเคลื่อน พื้นผิว และความหมายของ "ความแม่นยำ" ที่แท้จริง
คำว่า "ความแม่นยำ" ถูกนำมาใช้อย่างหลวมๆ ในการตลาดของซัพพลายเออร์ ดังนั้นจึงช่วยยึดไว้กับตัวเลขจริงได้ เครื่องกัดมาตรฐาน 3 แกนที่ใช้งานทั่วไปบนอะลูมิเนียม 6061 จับยึดได้อย่างสะดวกสบาย ±0.05มม ข้ามส่วนขนาดกลาง การย้ายไปยังศูนย์กลางแบบ 5 แกนที่แข็งแกร่งพร้อมสารหล่อเย็นที่ควบคุมอุณหภูมิและหัววัดที่ปรับเทียบแล้วสามารถลดปัญหาดังกล่าวลงได้ ±0.01มม เกี่ยวกับคุณสมบัติที่สำคัญ ซึ่งเป็นกลุ่มผลิตภัณฑ์ที่นั่งตลับลูกปืนและพื้นผิวซีลที่มีความแม่นยำมากที่สุดที่ต้องการ
ตัวเลือกการตกแต่งพื้นผิวหลังการตัดเฉือน
- ผิวสำเร็จขณะกลึง (Ra 1.6–3.2 μm) — มาตรฐานสำหรับพื้นผิวภายในที่ไม่สวยงาม
- การพ่นด้วยลูกปัด — พื้นผิวด้านที่สม่ำเสมอ ซ่อนเครื่องหมายเครื่องมือ
- Type II แบบใสหรือแบบอโนไดซ์สี — ทนต่อการกัดกร่อนพร้อมตัวเลือกสี
- การอโนไดซ์แบบแข็ง Type III — ความต้านทานการสึกหรอสำหรับชุดเลื่อนหรือเคลื่อนย้าย
- การขัดเงา — การขัดเงาแบบกระจกหรือแบบซาตินสำหรับชิ้นส่วนที่หันหน้าเข้าหาผู้บริโภคที่มองเห็นได้
ในทางตรงกันข้าม ชิ้นส่วนหล่อจะสืบทอดพื้นผิวของแม่พิมพ์หรือพื้นผิวแม่พิมพ์โดยตรง การได้คุณภาพพื้นผิวที่เท่ากันในการหล่อมักจะต้องใช้การผ่านการตัดเฉือนขั้นที่สองบนพื้นผิวที่ใช้งานเท่านั้น ซึ่งเป็นขั้นตอนการทำงานแบบไฮบริดที่กล่าวถึงก่อนหน้านี้

ที่ที่ชิ้นส่วนอะลูมิเนียมกลึงปรากฏอยู่ในผลิตภัณฑ์จริง
การใช้งานด้านล่างสะท้อนให้เห็นว่าข้อได้เปรียบด้านความคลาดเคลื่อนและความแข็งแกร่งของการตัดเฉือนทำให้ต้นทุนต่อหน่วยสูงขึ้นเมื่อเปรียบเทียบกับการหล่อ
พื้นที่ใช้งานทั่วไป
- ข้อต่อหุ่นยนต์และขั้นตอนการเคลื่อนไหวที่แม่นยำซึ่งต้องมีการวางตำแหน่งซ้ำ
- ขายึดแบบออปติคัลและกล้องที่พิกัดความเผื่อในการจัดตำแหน่งเป็นสิ่งสำคัญ
- อุปกรณ์การบินและอวกาศและตัวเชื่อมต่อโครงสร้างภายใต้การรับน้ำหนักเมื่อล้า
- ส่วนประกอบอุปกรณ์เซมิคอนดักเตอร์ที่ต้องใช้ผิวหน้าซีลสุญญากาศ
- ตัวเครื่องอุปกรณ์การแพทย์ที่ต้องการพื้นผิวที่ทำซ้ำได้และปราศจากการปนเปื้อน
- ชิ้นส่วนต้นแบบยานยนต์สั่งทำพิเศษก่อนเริ่มดำเนินการแม่พิมพ์หล่อ
เป็นเรื่องปกติที่ผลิตภัณฑ์ใหม่จะเปิดตัวด้วยชิ้นส่วนที่ใช้เครื่องจักรเต็มรูปแบบในระหว่างการสร้างต้นแบบและการผลิตในช่วงแรก จากนั้นจึงเปลี่ยนไปใช้การหล่อชิ้นงานด้วยเครื่องจักรเบาเมื่อปริมาณเพิ่มขึ้นสูงพอที่จะตัดจำหน่ายต้นทุนเครื่องมือ ซึ่งเป็นรูปแบบที่เห็นได้อย่างสม่ำเสมอในอุปกรณ์อุตสาหกรรมและห่วงโซ่อุปทานอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค
การเปรียบเทียบต้นทุน: เศรษฐศาสตร์ต่อหน่วยของการตัดเฉือนเทียบกับการหล่อ
การตัดเฉือนไม่มีค่าใช้จ่ายด้านเครื่องมือล่วงหน้า แต่ราคาต่อหน่วยค่อนข้างคงที่เมื่อเทียบกับปริมาณ เนื่องจากทุกชิ้นส่วนยังคงใช้เวลาในเครื่องจักรเท่าเดิม การหล่อต้องมีการลงทุนด้านแม่พิมพ์หรือแม่พิมพ์ล่วงหน้า แต่ต้นทุนต่อหน่วยจะลดลงอย่างรวดเร็วเมื่อการลงทุนกระจายไปทั่วหลายพันหน่วย
พฤติกรรมคุ้มทุน
สำหรับกลุ่มที่มีความซับซ้อนปานกลางทั่วไป การตัดเฉือนมีแนวโน้มว่าตัวเลือกต้นทุนรวมจะต่ำกว่าประมาณ 500–2,000 หน่วย ขึ้นอยู่กับความซับซ้อนของชิ้นส่วนและรอบเวลา อะลูมิเนียมหล่อขึ้นรูปที่มีการตัดเฉือนเบาบนพื้นผิวที่สำคัญมักจะประหยัดกว่า เนื่องจากต้นทุนแม่พิมพ์จะถูกตัดจำหน่ายและรอบเวลาต่อชิ้นส่วนสั้นกว่าโปรแกรม CNC เต็มรูปแบบมาก
การใช้วัสดุเป็นอีกปัจจัยหนึ่งที่ผู้ซื้อมองข้าม: การตัดเฉือนชิ้นส่วนจากแท่งโซลิดสามารถหลุดออกไปได้ 50% ถึง 80% ของสต็อคเดิมเป็นเศษเหล็ก ในขณะที่การหล่อชิ้นส่วนมีรูปร่างใกล้เคียงตาข่ายและสร้างของเสียน้อยกว่ามาก แม้ว่าเศษอะลูมิเนียมจะนำไปรีไซเคิลได้ง่าย ดังนั้นสิ่งนี้จึงส่งผลกระทบต่อต้นทุนมากกว่าผลลัพธ์ด้านความยั่งยืน
การตรวจสอบการควบคุมคุณภาพที่ผู้ซื้อควรร้องขอ
ก่อนที่จะยอมรับชิ้นส่วนอะลูมิเนียมกลึงเป็นชุด ผู้ซื้อควรยืนยันว่าซัพพลายเออร์ดำเนินการตรวจสอบต่อไปนี้ เนื่องจากการตรวจสอบเหล่านี้จะสะท้อนโดยตรงว่าพิกัดความเผื่อที่ระบุไว้นั้นบรรลุผลสำเร็จจริงในโรงงานหรือไม่ ไม่ใช่แค่บนแบบร่างเท่านั้น
- รายงานการตรวจสอบบทความแรก (FAI) พร้อมข้อมูลมิติเต็มเทียบกับแบบร่าง
- รายงาน CMM (เครื่องวัดพิกัด) สำหรับคุณสมบัติพิกัดความเผื่อวิกฤต
- การทดสอบความหยาบของพื้นผิวบนพื้นผิวการใช้งานหรือการปิดผนึก
- การรับรองวัสดุสามารถตรวจสอบย้อนกลับไปยังชุดโรงงานดั้งเดิม
- การตรวจสอบความหนาของอโนไดซ์หรือการเคลือบเมื่อมีการระบุการรักษาพื้นผิว
การขอเอกสารเหล่านี้ล่วงหน้าก่อนดำเนินการผลิตครั้งแรกแทนที่จะเป็นหลังจากการจัดส่งที่ถูกปฏิเสธ เป็นวิธีเดียวที่มีประสิทธิภาพมากที่สุดในการหลีกเลี่ยงข้อพิพาทด้านมิติความสัมพันธ์ในภายหลัง
การตัดสินใจเลือกระหว่างอะลูมิเนียมกลึงกับอะลูมิเนียมหล่อสำหรับชิ้นส่วนใหม่
รายการตรวจสอบการตัดสินใจเชิงปฏิบัติที่สะท้อนให้เห็นว่าผู้ซื้อที่มีประสบการณ์เข้าถึงหมายเลขชิ้นส่วนใหม่อย่างไร:
- ข้อกำหนดความคลาดเคลื่อนของชิ้นส่วนนั้นเข้มงวดกว่า ±0.1 มม. หรือไม่ เครื่องจักรแบบลีน
- ปริมาณที่คาดหวังต่อปีต่ำกว่า 2,000 หน่วยหรือไม่? เครื่องจักรแบบลีน
- ชิ้นส่วนมีช่องว่างภายในที่ซับซ้อนซึ่งอาจมีค่าใช้จ่ายสูงในการบดหรือไม่ การหล่อแบบลีนหรือแบบไฮบริด
- ความต้านทานต่อความเมื่อยล้าภายใต้โหลดแบบวนเป็นตัวขับเคลื่อนการออกแบบหรือไม่ โลหะผสมดัดแบบ Lean Machine
- ชิ้นส่วนยังอยู่ในขั้นตอนการออกแบบ-เปลี่ยนแปลง-ต้นแบบที่หนักหน่วงหรือไม่? เครื่องจักรแบบบาง เนื่องจากไม่จำเป็นต้องทิ้งแม่พิมพ์เมื่อการออกแบบเปลี่ยนไป
นี่คือเหตุผลว่าทำไมผู้ผลิตหลายรายจึงสั่งเครื่องจักรสำหรับการผลิตเป็นชุดเล็กๆ ในระหว่างการพัฒนา และจะล็อคเฉพาะแม่พิมพ์หล่ออะลูมิเนียมเมื่อการออกแบบมีความเสถียรผ่านการแก้ไขหลายรอบเท่านั้น
การออกแบบชิ้นส่วนกลึงอะลูมิเนียมเพื่อลดต้นทุนโดยไม่สูญเสียความแม่นยำ
ต้นทุนการตัดเฉือนได้รับแรงผลักดันจากตัวเลือกการออกแบบมากกว่าที่ผู้ซื้อส่วนใหญ่คาดหวัง ชิ้นส่วนสองชิ้นที่มีฟังก์ชันเหมือนกันสามารถแบกรับต้นทุนที่แตกต่างกันถึง 40% เพียงอย่างเดียว เนื่องจากชิ้นส่วนหนึ่งถูกดึงขึ้นมาโดยคำนึงถึงการตัดเฉือนเป็นหลัก และอีกส่วนหนึ่งไม่ได้เป็นเช่นนั้น หลักการออกแบบเพื่อการผลิต (DFM) ต่อไปนี้จะช่วยลดรอบเวลาและอัตราของเสียบนชิ้นส่วนอะลูมิเนียมอย่างสม่ำเสมอ
รัศมีมุมแทนที่จะเป็นมุมภายในที่คมชัด
ดอกเอ็นมิลล์มาตรฐานไม่สามารถตัดมุมภายในที่คมได้จริง เพราะจะมีรัศมีเท่ากับรัศมีเครื่องมือเสมอ การระบุรัศมีภายในขนาดเล็ก (โดยทั่วไปคือ 0.5 มม. ถึง 3 มม. ขึ้นอยู่กับขนาดชิ้นส่วน) ที่ตรงกับเครื่องมือมาตรฐาน จะช่วยหลีกเลี่ยงการใช้เครื่องมือแบบกำหนดเองและการเปลี่ยนเครื่องมือซ้ำ ๆ ซึ่งจะทำให้รอบเวลาสั้นลงอย่างเห็นได้ชัดในชิ้นส่วนที่มีช่องจำนวนมาก
ความหนาของผนังและการโก่งตัว
ผนังอะลูมิเนียมบางที่ต่ำกว่า 1.5 มม. สามารถโก่งตัวได้ภายใต้แรงตัด ทำให้เกิดรอยสะท้านและการเคลื่อนตัวของมิติ โดยเฉพาะใน 6061 และอุณหภูมิที่นุ่มนวลกว่า การรักษาผนังโครงสร้างให้สูงกว่าประมาณ 2 มม. หรือเพิ่มสายรัดชั่วคราวที่จะถอดออกในการดำเนินการในภายหลัง จะทำให้ชิ้นส่วนมีความแข็งพอที่จะรักษาความทนทานตลอดลำดับการตัดทั้งหมด
อัตราส่วนความลึกต่อเส้นผ่านศูนย์กลางรู
การเจาะมาตรฐานยังคงมีประสิทธิภาพจนถึงอัตราส่วนความลึกต่อเส้นผ่านศูนย์กลางประมาณ 5:1 ยิ่งไปกว่านั้น การคายเศษกลายเป็นเรื่องยาก เครื่องมือโก่งตัวเพิ่มขึ้น และความตรงลดลง รูที่ลึกและแคบเกินกว่าอัตราส่วนนี้มักจะต้องใช้การเจาะด้วยปืนหรือการเจาะแบบจิก ซึ่งทั้งสองอย่างนี้จะเพิ่มเวลาและต้นทุนของเครื่องจักร ซึ่งบางครั้งนักออกแบบสามารถหลีกเลี่ยงได้โดยการทำให้รูสั้นลงหรือเพิ่มเส้นผ่านศูนย์กลาง
การลดการตั้งค่า
ทุกครั้งที่ชิ้นส่วนไม่ได้จับยึดและยึดใหม่ ข้อผิดพลาดเกี่ยวกับตำแหน่งจำนวนเล็กน้อยจะเกิดขึ้นอีกครั้ง และเวลาเครื่องจักรจะสูญเสียไปในการเปลี่ยนตำแหน่ง การออกแบบคุณลักษณะเพื่อให้สามารถเข้าถึงได้มากที่สุดเท่าที่เป็นไปได้จากการวางแนวเดียว หรือจากด้านตรงข้ามที่เครื่องจักรแกน 4 หรือ 5 แกนสามารถเข้าถึงได้โดยไม่ต้องติดตั้งใหม่ด้วยตนเอง ช่วยให้ทั้งการซ้อนพิกัดความเผื่อและต้นทุนอยู่ภายใต้การควบคุม

ข้อกำหนดเฉพาะทางอุตสาหกรรมที่ผลักดันผู้ซื้อไปสู่การตัดเฉือน
อุตสาหกรรมต่างๆ ให้น้ำหนักการตัดสินใจระหว่างการตัดเฉือนกับการหล่อแตกต่างกันไปตามแรงกดดันด้านกฎระเบียบและประสิทธิภาพของตนเอง
การบินและอวกาศและกลาโหม
การลดน้ำหนักจะแปลงเป็นเชื้อเพลิงหรือความจุน้ำหนักบรรทุกโดยตรง ดังนั้นฉากยึดและข้อต่อด้านการบินและอวกาศจึงมักถูกตัดเฉือนจากสต็อกที่จัดทำขึ้นโดย 7075 หรือ 2024 เกือบทุกครั้ง แทนที่จะทำการหล่อ เนื่องจากโครงสร้างเกรนที่มีความหนาแน่นเต็มที่ให้อายุความล้าที่คาดการณ์ได้ภายใต้รอบการโหลดการบินซ้ำๆ ข้อกำหนดในการตรวจสอบย้อนกลับยังสนับสนุนวัสดุที่ขึ้นรูปด้วย เนื่องจากการรับรองของโรงงานเป็นไปตามชุดการผลิตที่ต่อเนื่องชุดเดียว แทนที่จะเป็นแหล่งหลอมละลายที่อาจผสมผสานความร้อนหลาย ๆ อย่างเข้าด้วยกัน
อุปกรณ์เซมิคอนดักเตอร์และอุปกรณ์สุญญากาศ
ห้องสุญญากาศและส่วนประกอบที่ใช้จับเวเฟอร์ไม่สามารถทนต่อความพรุนขนาดเล็กทั่วไปในการหล่อได้ เนื่องจากช่องก๊าซที่ติดอยู่สามารถปล่อยก๊าซออกอย่างช้าๆ ภายในสภาพแวดล้อมสุญญากาศและปนเปื้อนในห้องกระบวนการ ชิ้นส่วนกลึง 6061 หรือ 6082 ที่มีโครงสร้างหนาแน่นเต็มคือตัวเลือกมาตรฐานสำหรับพื้นผิวการซีลเหล่านี้
อุปกรณ์การแพทย์
ความสะอาดของพื้นผิวและการทำซ้ำของมิติในทุกหน่วยในชุดงานมีความสำคัญมากกว่าต้นทุนวัตถุดิบในการใช้งานทางการแพทย์ ชิ้นส่วนที่ผ่านการกลึงทำให้มีผิวสำเร็จที่สม่ำเสมอมากขึ้นสำหรับตัวเรือนทางการแพทย์แบบอะโนไดซ์หรือแบบพาสซีฟ และการไม่มีช่องว่างภายในช่วยลดความเสี่ยงของการปนเปื้อนที่ติดอยู่ระหว่างรอบการทำความสะอาด
การสร้างต้นแบบยานยนต์และการผลิตในปริมาณต่ำ
โปรแกรมด้านยานยนต์มักสั่งซื้อขายึดหรือตัวเรือนใหม่หลายร้อยยูนิตแรกเป็นชิ้นส่วนเครื่องจักร ในขณะที่การพัฒนาแม่พิมพ์สำหรับเวอร์ชันหล่อในท้ายที่สุดยังอยู่ระหว่างดำเนินการ ช่วยให้การทดสอบยานพาหนะดำเนินการได้โดยไม่ต้องรอระยะเวลารอคอยเครื่องมือหลายเดือน
หุ่นยนต์และการควบคุมการเคลื่อนไหว
การวางตำแหน่งซ้ำในข้อต่อหุ่นยนต์และระยะการเคลื่อนที่เชิงเส้นขึ้นอยู่กับพิกัดความเผื่อที่สม่ำเสมอและแน่นหนาในทุกยูนิต อะลูมิเนียมกลึงที่ยึดไว้ที่ ±0.01 มม. ถึง ±0.02 มม. บนรูเจาะและหน้ายึดที่สำคัญ ช่วยให้วิศวกรควบคุมการเคลื่อนไหวมีพื้นฐานที่คาดเดาได้ ซึ่งพิกัดความเผื่อขณะหล่อไม่สามารถเทียบได้หากไม่มีผ่านการตกแต่งขั้นสุดท้ายเพิ่มเติม
ข้อบกพร่องทั่วไปในการตัดเฉือนอะลูมิเนียม และวิธีที่ร้านค้าที่มีชื่อเสียงป้องกันปัญหาดังกล่าว
การทำความเข้าใจสิ่งที่อาจผิดพลาดได้ช่วยให้ผู้ซื้อถามคำถามที่ชัดเจนยิ่งขึ้นในระหว่างคุณสมบัติของซัพพลายเออร์
| ข้อบกพร่อง | สาเหตุทั่วไป | วิธีการป้องกัน |
|---|---|---|
| เครื่องหมายพูดพล่อยๆ | ความแข็งแกร่งไม่เพียงพอหรือความเร็วแกนหมุนผิด | ฟีดและความเร็วที่ได้รับการปรับปรุง เพิ่มการรองรับการทำงาน |
| การดริฟท์มิติข้ามแบทช์ | การสึกหรอของเครื่องมือไม่ได้รับการชดเชยระหว่างชิ้นส่วนต่างๆ | การตรวจสอบในกระบวนการและการอัปเดตออฟเซ็ตเครื่องมือตามกำหนดเวลา |
| เสี้ยนที่ขอบ | เครื่องมือทื่อหรือการตัดทางออกที่รุนแรง | ขั้นตอนการลบคมโดยเฉพาะ การลบคมขอบ |
| การเปลี่ยนสีหลังจากอโนไดซ์ | องค์ประกอบของโลหะผสมไม่สอดคล้องกันหรือการปนเปื้อนบนพื้นผิว | สต็อกโรงงานที่ผ่านการรับรอง ทำความสะอาดก่อนชุบอโนไดซ์อย่างทั่วถึง |
| ด้ายเสียหาย | ต๊าปสึกหรือขนาดรูนำไม่ถูกต้อง | การเปลี่ยนต๊าปตามกำหนดเวลา การตรวจสอบเกจเกลียว |
การคัดเลือกซัพพลายเออร์ด้านการตัดเฉือน: คำถามที่ควรถามก่อนการสั่งซื้อครั้งแรก
นอกเหนือจากราคาและระยะเวลารอคอยสินค้าแล้ว คำถามด้านการปฏิบัติงานชุดเล็กๆ น้อยๆ จะเผยให้เห็นว่าซัพพลายเออร์สามารถบรรลุเกณฑ์ความคลาดเคลื่อนที่ระบุในใบเสนอราคาได้อย่างสม่ำเสมอหรือไม่
- แพลตฟอร์มเครื่องจักรใดที่ทำงานได้ - 3 แกน, 4 แกน หรือ 5 แกนเต็มพร้อมกัน?
- มีการควบคุมอุณหภูมิพื้นร้านหรือไม่ และอยู่ในช่วงใด
- CMM หรืออุปกรณ์วัดแสงใดที่ใช้ในการตรวจสอบขั้นสุดท้าย
- ซัพพลายเออร์สามารถจัดทำรายงานการตรวจสอบบทความแรกที่แมปกับการวาดคำบรรยายภาพได้หรือไม่
- อัตราของเสียหรืองานซ่อมแซมโดยทั่วไปของกลุ่มชิ้นส่วนที่เทียบเคียงได้คือเท่าใด
- อโนไดซ์ การชุบ หรือการบำบัดความร้อนดำเนินการภายในบริษัทหรือจ้างจากภายนอก?
- ความสามารถในการตรวจสอบย้อนกลับของวัสดุได้รับการดูแลตั้งแต่ใบรับรองโรงงานไปจนถึงชิ้นส่วนสำเร็จรูปอย่างไร
ซัพพลายเออร์ที่ตอบคำถามเหล่านี้โดยเฉพาะโดยใช้ตัวเลขจริงแทนที่จะให้ความมั่นใจโดยทั่วไป มีแนวโน้มที่จะรักษาระดับความคลาดเคลื่อนที่สัญญาไว้ในใบเสนอราคาเมื่อการผลิตเริ่มต้นจริงได้ดีกว่ามาก
ข้อควรพิจารณาเกี่ยวกับประสิทธิภาพของวัสดุและความสามารถในการรีไซเคิล
อะลูมิเนียมเป็นหนึ่งในโลหะวิศวกรรมที่สามารถรีไซเคิลได้มากที่สุดในการผลิตในปัจจุบัน และส่งผลต่อเศรษฐศาสตร์ทั้งด้านการตัดเฉือนและการหล่อ เศษตัดเฉือนแม้จะแสดงถึงการสูญเสียวัสดุอย่างมีนัยสำคัญจากสต็อคแท่งเดิม แต่ก็สามารถรวบรวมและขายต่อเป็นเศษเหล็กที่สะอาดได้ทันที เนื่องจากไม่มีสารเคลือบหรือการปนเปื้อนนอกเหนือจากเศษของเหลวในการตัด อลูมิเนียมรีไซเคิลต้องใช้พลังงานเพียงเล็กน้อยในการผลิตอะลูมิเนียมปฐมภูมิจากแร่บอกไซต์ ซึ่งเป็นเหตุผลว่าทำไมร้านขายเครื่องจักรส่วนใหญ่จึงมีถังแยกเศษโดยเฉพาะตามประเภทโลหะผสม เพื่อรักษามูลค่าการขายต่อของเศษที่รวบรวมได้
เศษหล่อ รวมถึงรางเลื่อน ประตู และชิ้นส่วนที่ถูกปฏิเสธนั้นสามารถรีไซเคิลได้เช่นเดียวกัน แม้ว่าการคัดแยกตามโลหะผสมจะมีความสำคัญมากกว่า เนื่องจากโรงหล่อมักจะผสมเกรดอะลูมิเนียมหลายเกรดสำหรับงานที่แตกต่างกัน ผู้ซื้อที่มุ่งเน้นการรายงานด้านความยั่งยืนมากขึ้นเรื่อยๆ จะขอให้ซัพพลายเออร์ระบุอัตราการรีไซเคิลเศษเหล็กที่บันทึกไว้ ซึ่งเป็นส่วนหนึ่งของกระบวนการตรวจสอบคุณสมบัติ ควบคู่ไปกับข้อมูลค่าเผื่อและต้นทุนแบบดั้งเดิมที่มากขึ้น
ความเป็นจริงของเวลานำ: สิ่งที่คาดหวังในแต่ละขั้นตอนการผลิต
ความคาดหวังด้านเวลารอคอยสินค้าจะแตกต่างกันอย่างมากระหว่างคำสั่งซื้อต้นแบบครั้งแรกและการดำเนินการผลิตซ้ำที่กำหนดไว้
| เวที | ระยะเวลารอคอยโดยทั่วไป | ไดร์เวอร์หลัก |
|---|---|---|
| ต้นแบบแรก (1–5 ยูนิต) | 3-7 วันทำการ | การเขียนโปรแกรมและการติดตั้งฟิกซ์เจอร์ |
| ชุดเล็ก (10–200 หน่วย) | 1–3 สัปดาห์ | กำลังการผลิตเครื่องจักรและขั้นตอนการตกแต่ง |
| ดำเนินการผลิตซ้ำ | 1-2 สัปดาห์ | ความพร้อมของวัสดุ ตำแหน่งคิว |
| แม่พิมพ์หล่ออลูมิเนียมแบบใหม่ | 8–16 สัปดาห์ | การออกแบบแม่พิมพ์ การประดิษฐ์ การทดลองช็อต |
ช่องว่างระหว่างเวลาในการผลิตนี้เป็นเหตุผลสำคัญที่การตัดเฉือนยังคงเป็นตัวเลือกเริ่มต้นในระหว่างการพัฒนาผลิตภัณฑ์ในระยะแรก แม้ว่าชิ้นส่วนจะเปลี่ยนไปใช้ในที่สุด การหล่ออลูมิเนียม เมื่อปริมาตรเหมาะสมสำหรับการลงทุนแม่พิมพ์และระยะเวลารอคอยเครื่องมือที่เพิ่มขึ้นอีกสองถึงสี่เดือน
คำถามที่พบบ่อย
อลูมิเนียมกลึง CNC แข็งแรงกว่าอลูมิเนียมหล่อหรือไม่?
โดยทั่วไปแล้วใช่ อลูมิเนียมดัดที่ใช้สำหรับการตัดเฉือนมีโครงสร้างเกรนที่มีทิศทางต่อเนื่องจากการรีดหรือการอัดขึ้นรูป ในขณะที่อลูมิเนียมหล่ออาจมีรูพรุนขนาดเล็กมากซึ่งทำหน้าที่เป็นจุดรวมความเครียด สำหรับชิ้นส่วนที่อยู่ภายใต้การโหลดแบบวนหรือแบบล้า โลหะผสมที่ขึ้นรูปด้วยเครื่องจักรมักจะมีประสิทธิภาพดีกว่าแบบหล่อแบบหล่อ เว้นแต่ว่าการหล่อนั้นจะได้รับการบำบัดด้วยความร้อนและกดไอโซสแตติกแบบร้อนเพื่อปิดรูพรุน
การกลึงอะลูมิเนียมมีค่าใช้จ่ายเท่าไรเมื่อเทียบกับการหล่อ?
การตัดเฉือนไม่มีต้นทุนเครื่องมือ แต่มีราคาต่อหน่วยที่ค่อนข้างคงที่เมื่อเทียบกับปริมาณ การหล่อต้องใช้เงินลงทุนในการหล่อ (โดยทั่วไปจะมีราคา 5 หลักถึง 6 หลัก ขึ้นอยู่กับขนาดชิ้นส่วนและความซับซ้อน) แต่ราคาต่อหน่วยจะลดลงอย่างมากเมื่อมีปริมาณมากขึ้น โดยทั่วไปจุดครอสโอเวอร์จะอยู่ระหว่าง 500 ถึง 2,000 หน่วยสำหรับชิ้นส่วนที่มีความซับซ้อนปานกลาง แม้ว่าค่านี้จะแตกต่างกันไปตามรูปทรงก็ตาม
เครื่อง CNC สามารถยึดอลูมิเนียมได้จริงแค่ไหน?
การตัดเฉือน 3 แกนมาตรฐานบนอะลูมิเนียม 6061 สามารถจับยึด ±0.05 มม. ในขนาดคุณสมบัติทั่วไปได้อย่างน่าเชื่อถือ อุปกรณ์ 5 แกนระดับไฮเอนด์ที่มีการควบคุมสภาพแวดล้อมที่เข้มงวดและการตรวจวัดในกระบวนการสามารถบรรลุ ±0.01 มม. ในขนาดวิกฤต ซึ่งเป็นระดับที่จำเป็นสำหรับรูแบริ่งที่แม่นยำและพื้นผิวการซีล
ชิ้นส่วนเดียวสามารถรวมทั้งการหล่อและการตัดเฉือนได้หรือไม่
ใช่ และนี่เป็นแนวทางที่ใช้กันทั่วไปในการผลิตปริมาณปานกลางถึงมาก หล่อรูปร่างหยาบเพื่อควบคุมต้นทุนวัสดุและรอบเวลา จากนั้นเครื่องจักร CNC จะทำการตกแต่งเฉพาะคุณสมบัติที่สำคัญเท่านั้น เช่น หน้ายึด รูเจาะ รูเกลียว ซึ่งค่าความคลาดเคลื่อนขณะหล่อไม่เพียงพอ
เครื่องจักรอะลูมิเนียมอัลลอยด์รุ่นใดทำงานได้เร็วที่สุดโดยการสึกหรอของเครื่องมือน้อยที่สุด?
โดยทั่วไปแล้ว 6061 และ 5052 ถือเป็นโลหะผสมที่ง่ายที่สุดในการตัดเฉือน โดยให้ความสมดุลที่ดีทั้งในด้านการเกิดเศษ ผิวสำเร็จ และอายุการใช้งานของเครื่องมือ 7075 และ 2024 มีความแข็งแรงสูงกว่า แต่เกิดความร้อนและการสึกหรอจากการเสียดสีมากขึ้นในระหว่างการตัด โดยทั่วไปแล้ว ต้องใช้อัตราการป้อนที่ช้าลงและเครื่องมือเคลือบคาร์ไบด์เพื่อรักษาอายุการใช้งานของเครื่องมือ
อโนไดซ์เปลี่ยนขนาดของชิ้นส่วนอะลูมิเนียมกลึงหรือไม่?
ใช่เล็กน้อย อโนไดซ์จะเพิ่มชั้นออกไซด์ให้กับพื้นผิว และความหนาของชั้นประมาณครึ่งหนึ่งจะถูกสร้างขึ้นจากพื้นผิวเดิม สำหรับคุณสมบัติที่มีความทนทานต่ำ ช่างเครื่องมักจะพิจารณาเรื่องนี้ด้วยการตัดเฉือนชิ้นส่วนให้เล็กลงเล็กน้อยก่อนทำการชุบอโนไดซ์ เพื่อให้มิติการเคลือบขั้นสุดท้ายอยู่ภายในข้อกำหนด
เหตุใดชิ้นส่วนอะลูมิเนียมกลึงจึงมีราคาต่อหน่วยมากกว่าชิ้นส่วนหล่อในปริมาณมาก
เวลาในการตัดเฉือนจะแปรผันเป็นเส้นตรงตามจำนวนชิ้นส่วน เนื่องจากแต่ละยูนิตยังคงต้องการการตัดแบบเดียวกัน ไม่ว่าจะทำมากี่ชิ้นก่อนหน้านี้ก็ตาม การหล่อส่วนหน้าจะโหลดต้นทุนลงในแม่พิมพ์ ดังนั้นทันทีที่การลงทุนถูกตัดจำหน่ายในการดำเนินการขนาดใหญ่ ต้นทุนส่วนเพิ่มต่อชิ้นส่วนจะลดลงต่ำกว่าปริมาณที่การตัดเฉือนสามารถทำได้ในปริมาณเท่ากัน
ชิ้นส่วนอลูมิเนียมกลึงสามารถเชื่อมได้หรือไม่?
ใช่ โลหะผสมดัดขึ้นรูปส่วนใหญ่ที่ใช้สำหรับการตัดเฉือน รวมถึง 6061 และ 5052 สามารถเชื่อมได้อย่างง่ายดายโดยใช้กระบวนการ TIG หรือ MIG การเชื่อม 7075 และ 2024 ทำได้ยากกว่าโดยไม่สูญเสียความแข็งแรงอย่างมีนัยสำคัญในบริเวณที่ได้รับความร้อน ดังนั้นการออกแบบที่ต้องใช้ข้อต่อการเชื่อมในการใช้งานที่มีความแข็งแรงสูงจึงมักจะระบุ 6061 หรือโลหะผสมที่เชื่อมได้ที่คล้ายกันแทน
ปริมาณการสั่งซื้อขั้นต่ำสำหรับชิ้นส่วนอลูมิเนียมกลึง CNC คือเท่าไร?
ร้านขายเครื่องจักรส่วนใหญ่ยอมรับคำสั่งซื้อโดยเริ่มจากหน่วยต้นแบบเพียงหน่วยเดียว เนื่องจากไม่จำเป็นต้องลงทุนด้านเครื่องมือใดๆ นอกเหนือจากการเขียนโปรแกรมและการติดตั้ง นี่เป็นหนึ่งในข้อได้เปรียบในทางปฏิบัติที่ชัดเจนที่สุดที่การตัดเฉือนยึดถือมากกว่าการหล่อ โดยที่ปริมาณการสั่งซื้อขั้นต่ำมักจะขับเคลื่อนโดยความจำเป็นในการกำหนดต้นทุนแม่พิมพ์ให้เหมาะสม มากกว่าขั้นต่ำทางเทคนิคใดๆ
ขนาดชิ้นส่วนส่งผลต่อความสามารถในการทนต่อการตัดเฉือนอย่างไร
โดยทั่วไปชิ้นส่วนขนาดใหญ่จะยากต่อการยึดด้วยพิกัดความเผื่อที่แน่นเช่นเดียวกับชิ้นส่วนขนาดเล็ก เนื่องจากการขยายตัวทางความร้อน ความเรียบของโต๊ะเครื่องจักร และความแข็งแกร่งของฟิกซ์เจอร์ ล้วนมีความสำคัญมากขึ้นในช่วงระยะเวลาที่ยาวขึ้น คุณลักษณะที่มีความแม่นยำบนชิ้นส่วนขนาด 50 มม. นั้นสามารถจับยึดที่ ±0.01 มม. ได้ง่ายกว่าคุณสมบัติเดียวกันบนชิ้นส่วนขนาด 500 มม. โดยที่การเปลี่ยนแปลงทางความร้อนและกลไกบนพื้นผิวที่ใหญ่กว่าจะทำให้แถบพิกัดความเผื่อที่ทำได้กว้างขึ้นโดยธรรมชาติ





