ยังไง การหล่ออลูมิเนียมตาย ทำ
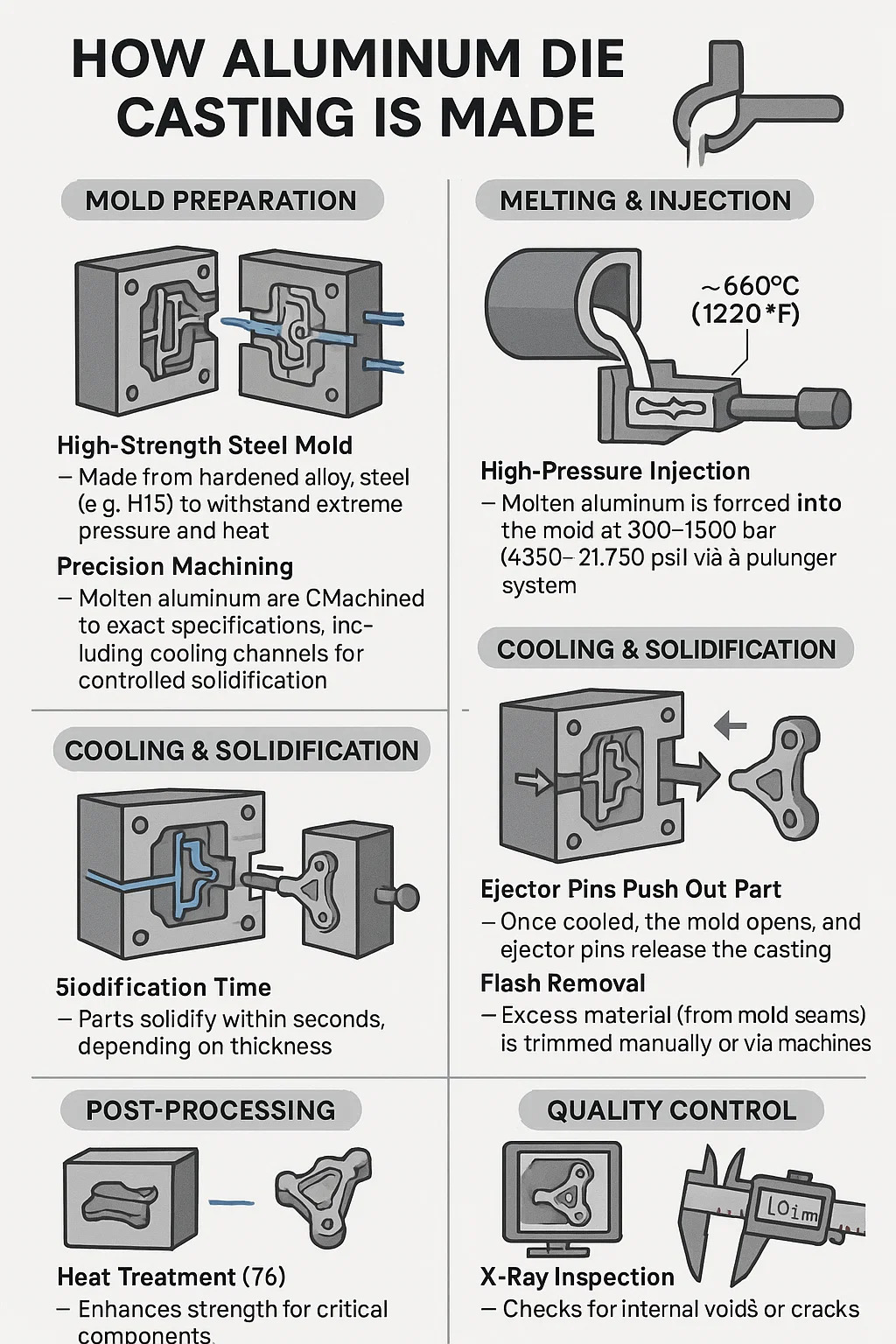
1. การเตรียมเชื้อรา
แม่พิมพ์เหล็กที่มีความแข็งแรงสูง-ทำจากเหล็กโลหะผสมแข็ง (เช่น H13) เพื่อทนต่อแรงดันและความร้อนที่รุนแรง
การตัดเฉือนที่มีความแม่นยำ-โพรงแม่พิมพ์เป็นระบบที่ใช้ CNC ตามข้อกำหนดที่แน่นอนรวมถึงช่องระบายความร้อนสำหรับการควบคุมการแข็งตัว
2. หลอมละลายและฉีด
อลูมิเนียมโลหะผสมหลอม - โลหะผสมพิเศษ (เช่น A380 หรือ ADC12) ละลายที่ ~ 660 ° C (1220 ° F) ในเตา
การฉีดแรงดันสูง-อลูมิเนียมหลอมเหลวถูกบังคับให้เข้าไปในแม่พิมพ์ที่ 300–1500 บาร์ (4350–21,750 psi) ผ่านระบบลูกสูบ
3. การระบายความร้อนและการแข็งตัว
การระบายความร้อนอย่างรวดเร็ว - ช่องทางน้ำของแม่พิมพ์ช่วยให้มั่นใจได้ว่าการระบายความร้อนอย่างสม่ำเสมอป้องกันการแปรปรวน
เวลาแข็งตัว - ชิ้นส่วนแข็งตัวภายในไม่กี่วินาทีขึ้นอยู่กับความหนา
4. การออก & ตัดแต่ง
หมุด ejector ผลักออกส่วน - เมื่อเย็นลงแม่พิมพ์จะเปิดขึ้นและพินอีเจ็คเตอร์ปล่อยการหล่อ
การกำจัดแฟลช - วัสดุส่วนเกิน (จากตะเข็บแม่พิมพ์) ถูกตัดแต่งด้วยตนเองหรือผ่านเครื่องจักร
5. หลังการประมวลผล
การรักษาความร้อน (T6) - เพิ่มความแข็งแรงสำหรับส่วนประกอบที่สำคัญ
การตกแต่งพื้นผิว - การพ่นทรายขัดหรืออะโนไดซ์สำหรับความต้านทานการกัดกร่อน
6. การควบคุมคุณภาพ
การตรวจสอบรังสีเอกซ์-ตรวจสอบช่องว่างภายในหรือรอยแตก
การทดสอบมิติ - ทำให้มั่นใจได้ว่าชิ้นส่วนจะมีความคลาดเคลื่อน (± 0.1 มม.)
ความท้าทายและการแก้ไขที่สำคัญ
| ปัญหา | สาเหตุ | สารละลาย |
| ความพรุน | อากาศ/ก๊าซติดอยู่ | การคัดเลือกนักแสดงที่มีความช่วยเหลือจากสูญญากาศ |
| การแปรปรวน | การระบายความร้อนไม่สม่ำเสมอ | ช่องระบายความร้อนที่ได้รับการปรับปรุง |
| การติด | พันธะอลูมิเนียม | การเคลือบแม่พิมพ์ขั้นสูง (เช่นดีบุก) |