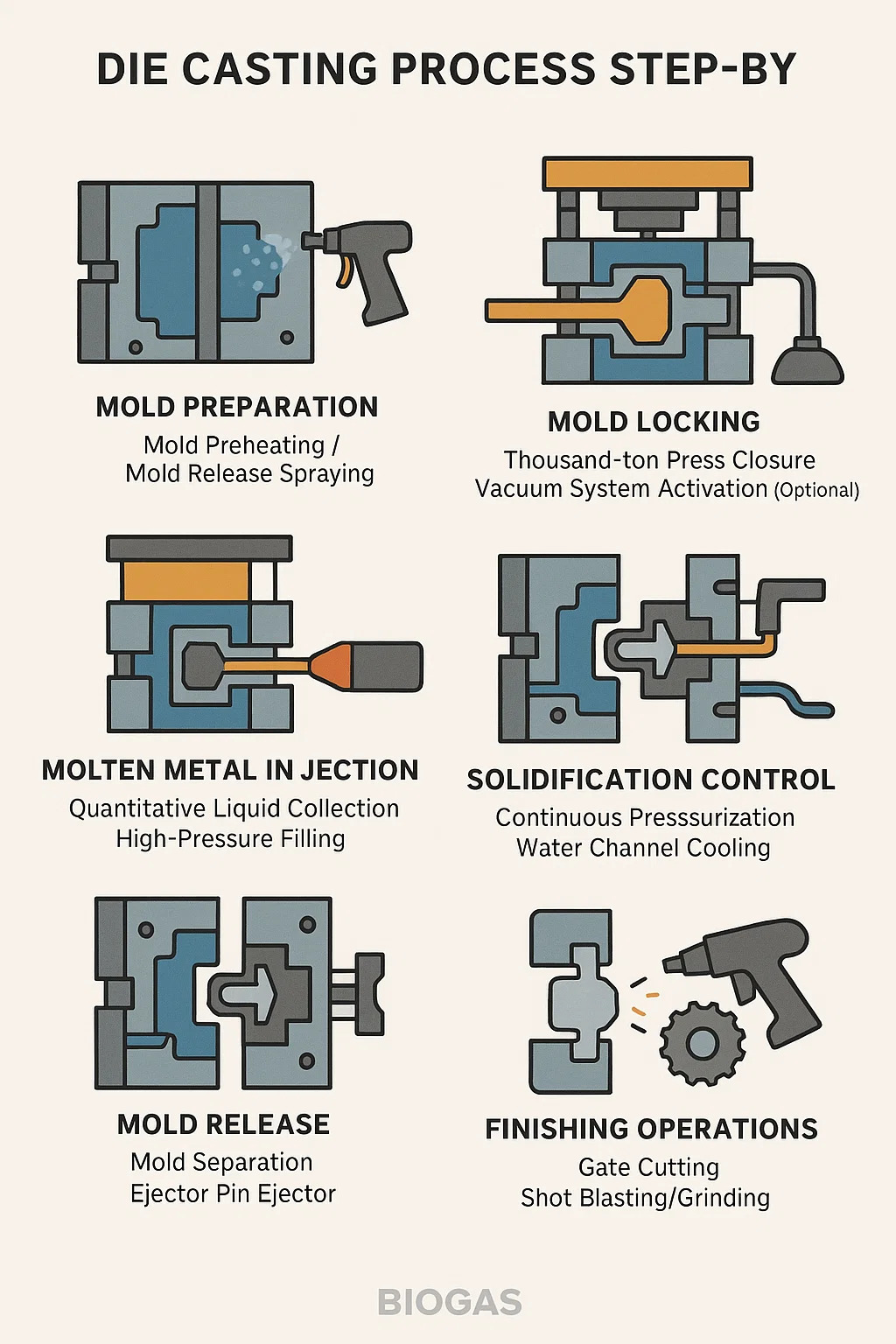
หล่อตาย ดำเนินการทีละขั้นตอน
1. การเตรียมแม่พิมพ์ (Core Step)
การอุ่นแม่พิมพ์: ให้ความร้อนแม่พิมพ์เหล็กที่อุณหภูมิ 150-200°C เพื่อป้องกันไม่ให้อะลูมิเนียมหลอมเหลวกระเด็นหรือปิดด้วยความเย็น
การฉีดพ่นแม่พิมพ์: ใช้ปืนฉีดลมเพื่อฉีดสเปรย์ให้ทั่วโพรง (อิมัลชันสูตรน้ำ) เพื่อปกป้องเชื้อราและช่วยในการรื้อถอน
2. การล็อคแม่พิมพ์ (ความปลอดภัยขั้นวิกฤต)
การกดปิดพันตัน: แม่พิมพ์ด้านบนและด้านล่างถูกล็อคด้วยระบบไฮดรอลิกเพื่อให้ทนต่อแรงดันการฉีดสูง (แรงหนีบ>500 ตัน)
การเปิดใช้งานระบบสุญญากาศ (ทางเลือก): อพยพอากาศออกจากโพรงแม่พิมพ์เพื่อลดความพรุนของอากาศ
3. การฉีดโลหะหลอมเหลว (การฉีดความเร็วสูง)
การรวบรวมของเหลวเชิงปริมาณ: อะลูมิเนียมหลอมเหลว (ประมาณ 660°C) จะถูกป้อนจากเตาโดยอัตโนมัติจากเตาไปยังห้องฉีด
การเติมด้วยแรงดันสูง: ลูกสูบจะฉีดอลูมิเนียมหลอมเหลวเข้าไปในโพรงแม่พิมพ์ด้วยความเร็วลูกกระสุนปืนใหญ่ (30-100 ม./วินาที) และเติมเข้าไปในโพรงภายใน 0.01-0.3 วินาที
4. การควบคุมการแข็งตัว
แรงดันต่อเนื่อง: ลูกสูบจะรักษาแรงดันสูงไว้เป็นเวลา 10-30 วินาทีเพื่อชดเชยการหดตัวของอลูมิเนียมหลอมเหลวระหว่างการแข็งตัว
Water Channel Cooling: น้ำเย็นไหลเวียนภายในแม่พิมพ์เพื่อขจัดความร้อน ช่วยให้ชิ้นส่วนแข็งตัวได้อย่างรวดเร็ว
5. การปล่อยแม่พิมพ์
การแยกแม่พิมพ์: เครื่องกดจะถูกปล่อย และแม่พิมพ์ด้านบนและด้านล่างจะเปิดออก
หมุดอีเจ็คเตอร์ อีเจ็คเตอร์: หมุดอีเจ็คเตอร์ในตัวจะดีดชิ้นส่วนออก เพื่อขจัดของเสียจากนักวิ่ง (ประมาณ 30% ของวัสดุ)
6. การดำเนินการให้เสร็จสิ้น
การตัดประตู: การตัดด้วยระบบไฮดรอลิกจะขจัดระบบประตูและรางน้ำล้น
การยิงระเบิด/การเจียร: ลบครีบและแสงแฟลชเส้นแยก
การอบชุบด้วยความร้อน (ส่วนประกอบหลัก): การชุบแข็ง T6 ช่วยเพิ่มความแข็ง