คำตอบสั้นๆ: วิธีการทำงานของ Die Casting
หล่อตาย เป็นกระบวนการขึ้นรูปโลหะโดยการฉีดโลหะหลอมเหลวภายใต้แรงดันสูงเข้าไปในแม่พิมพ์เหล็กชุบแข็งที่เรียกว่าแม่พิมพ์ และยึดไว้ตรงนั้นจนกว่าโลหะจะแข็งตัวเป็นรูปร่างที่แน่นอนของโพรง เมื่อแข็งแล้ว แม่พิมพ์จะเปิดขึ้น หมุดอีเจ็คเตอร์จะดันชิ้นส่วนออก และวงจรจะเริ่มต้นอีกครั้ง แม่พิมพ์ตัวเดียวสามารถทำซ้ำลำดับนี้ได้นับแสนครั้งก่อนที่มันจะเสื่อมสภาพ
กระบวนการนี้ใช้กับโลหะผสมที่ไม่ใช่เหล็กเป็นหลัก: อลูมิเนียม สังกะสี แมกนีเซียม และโลหะที่มีทองแดง แรงดันในการฉีดโดยทั่วไปมีตั้งแต่ 1,500 psi ถึงมากกว่า 25,000 psi ซึ่งเป็นสิ่งที่ช่วยให้แม่พิมพ์หล่อสามารถผลิตชิ้นส่วนที่มีผนังบาง มีพิกัดความเผื่อที่แคบ (มักจะ ±0.002 นิ้ว) และพื้นผิวแบบหล่อที่เรียบเนียนโดยไม่ต้องผ่านการตัดเฉือนอย่างกว้างขวางในภายหลัง
หากคุณต้องการชิ้นส่วนโลหะที่เหมือนกันหลายหมื่นชิ้น เช่น ตัวยึดสำหรับยานยนต์ ตัวเรือนอิเล็กทรอนิกส์ อุปกรณ์ประปา ส่วนประกอบของเครื่องใช้ไฟฟ้า การหล่อขึ้นรูปเป็นวิธีการผลิตที่คุ้มค่าที่สุดเกือบทุกครั้ง เมื่อคุณได้รับผิดชอบต้นทุนเครื่องมือล่วงหน้าแล้ว
กระบวนการหล่อแบบทีละขั้นตอน
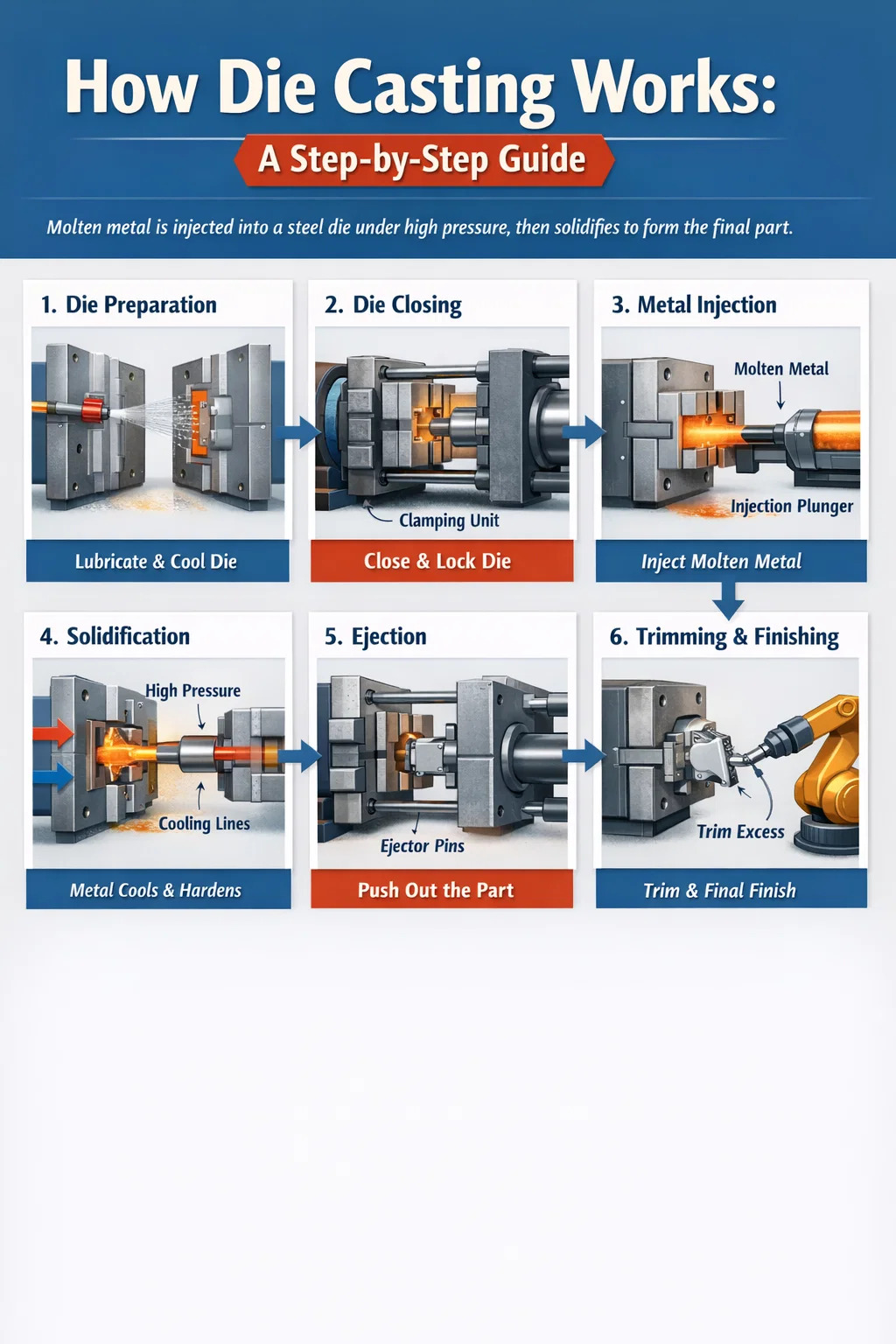
การทำความเข้าใจวิธีการหล่อแบบตายตัวนั้นจำเป็นต้องผ่านแต่ละขั้นตอนของวงจรการผลิต แม้ว่าเครื่องจักรและโลหะผสมต่างๆ จะทำให้เกิดการเปลี่ยนแปลง แต่ลำดับพื้นฐานก็สอดคล้องกันทั่วทั้งอุตสาหกรรม
ขั้นตอนที่ 1 — การเตรียมแม่พิมพ์และการหล่อลื่น
ก่อนการยิงแต่ละครั้ง ครึ่งหนึ่งของแม่พิมพ์จะถูกพ่นด้วยสารหล่อลื่นหรือสารช่วยปลดปล่อย สิ่งนี้มีจุดประสงค์สองประการ: ช่วยให้การหล่อที่แข็งตัวดีดออกได้สะอาดโดยไม่เกาะติด และช่วยให้พื้นผิวแม่พิมพ์เย็นลงเล็กน้อยเพื่อรักษาโปรไฟล์การระบายความร้อนที่สม่ำเสมอ น้ำมันหล่อลื่นแม่พิมพ์สูตรน้ำเป็นตัวเลือกที่พบบ่อยที่สุดในร้านค้าสมัยใหม่ เนื่องจากช่วยลดควันและปฏิบัติตามกฎระเบียบด้านสิ่งแวดล้อม โดยทั่วไปรอบการพ่นจะใช้เวลาสองถึงห้าวินาทีและเป็นอัตโนมัติบนสายฉีดที่มีปริมาณมาก
ขั้นตอนที่ 2 — การปิดและหนีบแม่พิมพ์
เครื่องหล่อจะจับยึดแม่พิมพ์ทั้งสองซีกเข้าด้วยกันด้วยแรงมหาศาล แรงจับยึดนี้วัดเป็นตันและต้องมากกว่าแรงที่โลหะหลอมเหลวที่มีแรงดันจะกระทำที่หน้าแม่พิมพ์ระหว่างการฉีด เครื่องจักรพิกัด 500 ตันยึดแม่พิมพ์ปิดด้วยแรงจับยึด 500 ตัน เครื่องจักรมีตั้งแต่ต่ำกว่า 100 ตันสำหรับชิ้นส่วนสังกะสีขนาดเล็ก จนถึง 4,000 ตันขึ้นไปสำหรับส่วนประกอบโครงสร้างอะลูมิเนียมขนาดใหญ่ หากแรงจับยึดไม่เพียงพอ โลหะหลอมเหลวอาจวาบออกมาระหว่างครึ่งหนึ่งของแม่พิมพ์ ทำให้เกิดครีบบางบนชิ้นส่วน และอาจสร้างความเสียหายให้กับเครื่องมือได้
ขั้นตอนที่ 3 — การฉีดโลหะ
นี่คือขั้นตอนการกำหนด โลหะหลอมเหลวจะถูกผลักเข้าไปในโพรงแม่พิมพ์ผ่านระบบช่องต่างๆ ได้แก่ สปรู รางเลื่อน และประตู ซึ่งไหลโดยตรงเข้าสู่รูปทรงของชิ้นส่วน ในเครื่องจักรห้องเย็น กระสุนโลหะที่วัดได้จะถูกตักหรือเทลงในปลอกกระสุนโดยอัตโนมัติ และลูกสูบไฮดรอลิกจะขับเคลื่อนไปข้างหน้า ในเครื่องห้องร้อน กลไกการฉีดจะจมอยู่ในอ่างโลหะหลอมเหลวและดึงประจุที่แม่นยำโดยตรง ความเร็วในการฉีดสามารถปรับได้เป็นเฟส: เฟสแรกที่ช้าจะเติมระบบรันเนอร์ และเฟสที่สองที่รวดเร็วจะเติมโพรงชิ้นส่วนเพื่อป้องกันการแข็งตัวก่อนเวลาอันควร เวลาในการเติมสำหรับคาวิตี้มักจะอยู่ระหว่าง 10 ถึง 100 มิลลิวินาที
ขั้นตอนที่ 4 — การทำให้เข้มข้นขึ้นและการแข็งตัว
ทันทีหลังจากที่โพรงเต็มไป เครื่องจักรจะใช้แรงดันเพิ่มความเข้มข้น ซึ่งเป็นแรงดันที่เพิ่มขึ้นอย่างทุติยภูมิ เพื่ออัดโลหะเข้าไปมากขึ้นและชดเชยการหดตัวในขณะที่การหล่อแข็งตัว ความดันนี้จะคงอยู่เป็นระยะเวลาหนึ่ง โดยทั่วไปจะอยู่ที่หนึ่งถึงสามสิบวินาที ขึ้นอยู่กับความหนาของผนังและโลหะผสม ตัวดายนั้นทำหน้าที่เป็นตัวระบายความร้อน ช่องระบายความร้อนภายในจะส่งน้ำหรือน้ำมันระบายความร้อนเพื่อดึงความร้อนได้อย่างรวดเร็วและสม่ำเสมอ การระบายความร้อนที่เร็วขึ้นช่วยให้รอบเวลาสั้นลงและโครงสร้างจุลภาคที่ละเอียดยิ่งขึ้นในชิ้นส่วนที่เสร็จแล้ว
ขั้นตอนที่ 5 — การเปิดแม่พิมพ์และการดีดชิ้นส่วนออก
เมื่อโลหะแข็งตัวเพียงพอแล้ว ชุดจับยึดจะหดกลับและแม่พิมพ์จะแยกออกจากกัน การหล่อจะอยู่ที่ครึ่งหนึ่ง (ครึ่งหนึ่งของตัวดีดออก) เนื่องจากมุมและรูปทรงของร่างได้รับการออกแบบในลักษณะนั้น หมุดกระทุ้ง — แท่งเหล็กชุบแข็งที่ติดอยู่ในแม่พิมพ์ — เคลื่อนไปข้างหน้าและดันชิ้นส่วนให้เป็นอิสระ หมุดจะทิ้งเครื่องหมายพยานวงกลมเล็กๆ ไว้บนพื้นผิวที่ไม่สำคัญของการหล่อ หุ่นยนต์หรือผู้ปฏิบัติงานที่เป็นมนุษย์จะถอดชิ้นส่วนออก และวงจรจะเริ่มต้นใหม่อีกครั้ง
ขั้นตอนที่ 6 — การตัดแต่งและการตกแต่ง
การหล่อแบบดิบจะติดอยู่กับระบบรันเนอร์และเกต และมักจะมีแสงวูบวาบบางๆ ตามแนวเส้นแยก แม่พิมพ์ทริมในเครื่องอัดไฮดรอลิกจะตัดรันเนอร์และแฟลชส่วนเกินออกในจังหวะเดียว การตกแต่งเพิ่มเติมนั้นขึ้นอยู่กับการใช้งาน: การยิงระเบิดสำหรับพื้นผิวเครื่องสำอาง, การตัดเฉือน CNC สำหรับรูเกลียวหรือรูเจาะที่แม่นยำ, การอบชุบด้วยความร้อนสำหรับโครงสร้างโลหะผสมอลูมิเนียม และการเคลือบผิว เช่น อโนไดซ์, การเคลือบผง หรือการชุบโครเมียม
ห้องร้อนกับห้องเย็นหล่อตาย
เครื่องจักรหลักสองประเภทแต่ละประเภทเหมาะกับโลหะผสมประเภทต่างๆ การเลือกประเภทวัสดุที่ไม่ถูกต้องอาจทำให้เครื่องจักรเสียหายหรือผลิตชิ้นส่วนคุณภาพต่ำได้
| คุณสมบัติ | ห้องร้อน | ห้องเย็น |
|---|---|---|
| ตำแหน่งระบบหัวฉีด | จมอยู่ในโลหะหลอมเหลว | แยกออกจากเตาเผา |
| โลหะผสมที่เข้ากันได้ | สังกะสี แมกนีเซียม ตะกั่ว ดีบุก | อลูมิเนียม ทองเหลือง แมกนีเซียม (อุณหภูมิสูง) |
| ความเร็วรอบ | เร็วขึ้น (สูงสุด 18 นัด/นาที สำหรับสังกะสี) | ช้าลง (การตักด้วยมือจะเพิ่มเวลา) |
| แรงดันการฉีดสูงสุด | ~2,500 ปอนด์ต่อตารางนิ้ว | มากถึง 25,000 ปอนด์ต่อตารางนิ้ว |
| ช่วงขนาดชิ้นส่วน | เล็กถึงปานกลาง | เล็กไปใหญ่มาก |
| แนวโน้มความพรุน | ล่าง | ปานกลาง (จัดการโดยการควบคุมกระบวนการ) |
เครื่องห้องร้อนไม่สามารถใช้กับอะลูมิเนียมได้ เนื่องจากอะลูมิเนียมจะละลายเหล็กที่อุณหภูมิการหล่อทั่วไป ซึ่งจะโจมตีคอห่านเหล็กและลูกสูบของระบบหัวฉีดที่จมอยู่ใต้น้ำอย่างรวดเร็ว เครื่องห้องเย็นเป็นตัวเลือกที่ถูกต้องสำหรับการหล่ออะลูมิเนียมหล่อ โลหะจะถูกหลอมในเตาหลอมที่แยกจากกัน และจะเข้าสู่ปลอกกระสุนทันทีก่อนการฉีดเท่านั้น ซึ่งจำกัดเวลาการสัมผัส
วัสดุที่ใช้ในการหล่อโลหะ
การเลือกใช้โลหะผสมเป็นตัวขับเคลื่อนการตัดสินใจอื่นๆ เกือบทั้งหมดในกระบวนการ เช่น ประเภทเครื่องจักร วัสดุแม่พิมพ์ รอบเวลา และคุณสมบัติของชิ้นส่วนขั้นสุดท้าย สี่ตระกูลเหล่านี้พบเห็นได้ทั่วไปในการดำเนินการหล่อโลหะเชิงพาณิชย์
อลูมิเนียมอัลลอยด์
อลูมิเนียมคิดเป็นประมาณ 80% ของการผลิตแบบหล่อทั้งหมดโดยน้ำหนัก ในอเมริกาเหนือ โลหะผสมที่ใช้กันอย่างแพร่หลาย ได้แก่ A380, A383 และ A360 A380 มีความสมดุลที่ยอดเยี่ยมระหว่างความสามารถในการหล่อ ความแข็งแรง (ความต้านทานแรงดึงสูงสุดประมาณ 47,000 psi) และความต้านทานการกัดกร่อน ทำให้เป็นตัวเลือกเริ่มต้นสำหรับตัวเรือนยานยนต์และอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค ความหนาแน่นต่ำของอะลูมิเนียม (ประมาณหนึ่งในสามของเหล็ก) เป็นตัวขับเคลื่อนหลักความต้องการ เนื่องจากผู้ผลิตรถยนต์มองหาส่วนประกอบที่มีน้ำหนักเบาเพื่อให้บรรลุเป้าหมายการประหยัดน้ำมันเชื้อเพลิงและช่วง EV ข้อเสียคืออุณหภูมิการหล่อที่สูงขึ้น (ประมาณ 1,200°F / 650°C) ซึ่งทำให้อายุการใช้งานของแม่พิมพ์สั้นลงเมื่อเทียบกับสังกะสี
โลหะผสมสังกะสี
โลหะผสมสังกะสี (Zamak 3, Zamak 5, ZA-8) จะถูกหล่อที่อุณหภูมิต่ำกว่ามาก (ประมาณ 780°F / 415°C) ซึ่งทำให้เครื่องมือมีอายุการใช้งานยาวนานขึ้นอย่างมาก โดยมักจะฉีดได้มากกว่าหนึ่งล้านช็อต เทียบกับ 100,000–400,000 ช็อตสำหรับแม่พิมพ์อะลูมิเนียม ชิ้นส่วนสังกะสีสามารถหล่อได้ด้วยผนังที่บางมาก (ไม่เกิน 0.4 มม.) และมีรายละเอียดพื้นผิวที่ละเอียดมาก ซึ่งเป็นเหตุผลว่าทำไมจึงนำไปใช้เป็นฮาร์ดแวร์ตกแต่ง ตัวล็อค และส่วนประกอบทางกลที่มีความแม่นยำขนาดเล็ก สังกะสีมีความหนาแน่นมากกว่าอะลูมิเนียม แต่ต้นทุนการประมวลผลที่ต่ำกว่าและอายุการใช้งานเครื่องมือที่ยาวนานกว่ามักจะทำให้ประหยัดกว่าสำหรับชิ้นส่วนขนาดเล็กที่มีปริมาณมาก
โลหะผสมแมกนีเซียม
แมกนีเซียมเป็นโลหะโครงสร้างที่เบาที่สุดที่มักหล่อด้วยโลหะ โดยมีน้ำหนักเบากว่าอลูมิเนียมประมาณ 33% โดยปริมาตร โลหะผสม เช่น AZ91D และ AM60B ถูกนำมาใช้ในโครงสร้างภายในรถยนต์ แชสซีแล็ปท็อป และตัวเครื่องมือไฟฟ้า ซึ่งน้ำหนักเป็นตัวขับเคลื่อนหลัก แมกนีเซียมสามารถแปรรูปในเครื่องห้องร้อนหรือเย็นก็ได้ ขึ้นอยู่กับโลหะผสมเฉพาะและขนาดชิ้นส่วนที่ต้องการ ข้อควรพิจารณาในการผลิตที่สำคัญประการหนึ่ง: แมกนีเซียมสามารถติดไฟได้ในรูปแบบที่มีการแบ่งส่วนอย่างละเอียด ดังนั้น เศษและเศษเหล็กจึงจำเป็นต้องมีการจัดการอย่างระมัดระวัง และระบบระงับอัคคีภัยเฉพาะในโรงงาน
โลหะผสมที่มีทองแดง (ทองเหลืองและทองแดง)
โลหะผสมทองแดงต้องการอุณหภูมิการหล่อสูงสุด ซึ่งมักจะเกิน 1,650°F (900°C) ซึ่งทำให้อายุการใช้งานของแม่พิมพ์สั้นลงอย่างมากและเพิ่มต้นทุนด้านพลังงาน อย่างไรก็ตาม การหล่อด้วยทองเหลืองและทองแดงให้ความต้านทานการกัดกร่อนที่ดีเยี่ยม การนำไฟฟ้าได้ดี และมีรูปลักษณ์ระดับพรีเมียมซึ่งทำให้มีคุณค่าในอุปกรณ์ประปา ขั้วต่อไฟฟ้า และฮาร์ดแวร์ทางสถาปัตยกรรม การหล่อด้วยโลหะผสมทองแดงแสดงถึงส่วนแบ่งการผลิตทั้งหมดเพียงเล็กน้อยแต่คงอยู่ เนื่องจากไม่มีวัสดุอื่นใดที่ตรงกับคุณสมบัติรวมกันในราคาที่เทียบเคียงได้สำหรับชิ้นส่วนปริมาณปานกลาง
การออกแบบแม่พิมพ์และเครื่องมือ
แม่พิมพ์เป็นองค์ประกอบที่ใช้เงินทุนสูงที่สุดของกระบวนการหล่อแบบตายตัว และการออกแบบของแม่พิมพ์จะกำหนดคุณภาพชิ้นส่วน รอบเวลา และความประหยัดในการผลิตโดยตรง แม่พิมพ์ที่ออกแบบไม่ดีจะทำให้เกิดปัญหาโดยการปรับเครื่องจักรไม่สามารถแก้ไขได้ทั้งหมด
วัสดุแม่พิมพ์
เครื่องมือหล่อขึ้นรูปเกือบทั่วๆ ไปทำจากเหล็กกล้าเครื่องมืองานร้อน H13 และชุบแข็งที่ประมาณ 44–48 HRC H13 ถูกเลือกเนื่องจากทนทานต่อความล้าจากความร้อน — การให้ความร้อนและการชุบแข็งซ้ำๆ ซึ่งจะทำให้เหล็กแตกร้าวน้อยลงภายในหลายพันรอบ เกรดพรีเมี่ยมของ H13 ที่มีการควบคุมทางเคมีที่เข้มงวดยิ่งขึ้นและการประมวลผลการหลอมอาร์กด้วยสุญญากาศ (VAR) สามารถยืดอายุการใช้งานของแม่พิมพ์ได้อย่างมาก สำหรับการผลิตอะลูมิเนียมในปริมาณมาก การดำเนินการบางอย่างต้องใช้เหล็กดัดแปลง เช่น DIN 1.2367 หรือเกรดที่เป็นกรรมสิทธิ์ซึ่งพัฒนาโดยซัพพลายเออร์เครื่องมือ
การออกแบบระบบ Gating และ Runner
เมื่อโลหะเข้าไปในโพรง — ตำแหน่งประตู — ควบคุมรูปแบบการเติม การกักเก็บอากาศ และการหดตัว ขณะนี้ซอฟต์แวร์จำลองสถานการณ์ (Magmasoft, ProCAST, Flow-3D) เป็นวิธีปฏิบัติมาตรฐานสำหรับการออกแบบแม่พิมพ์ ช่วยให้วิศวกรจำลองการไหลของโลหะ คาดการณ์การปิดเย็น ระบุตำแหน่งที่น่าจะเกิดรูพรุน และปรับตำแหน่งหลุมเกตและน้ำล้นให้เหมาะสมก่อนที่จะตัดเหล็กชิ้นเดียว การลงทุนในการจำลองก่อนการผลิตเครื่องมือมักจะช่วยประหยัดได้มากกว่าต้นทุนมาก โดยการตรวจจับปัญหาที่อาจต้องมีการดัดแปลงแม่พิมพ์ที่มีราคาแพง
มุมร่างและเส้นแบ่งส่วน
ผนังแนวตั้งทุกด้านในแม่พิมพ์หล่อต้องมีมุมร่าง — เรียวเล็กน้อย — เพื่อให้ชิ้นส่วนหลุดออกจากแม่พิมพ์โดยไม่ต้องลากหรือติด มุมร่างโดยทั่วไปคือ 1° ถึง 3° สำหรับพื้นผิวภายนอก และ 2° ถึง 5° สำหรับแกนภายใน ผนังที่ไม่มีร่างเป็นไปได้ในทางทฤษฎีด้วยการเคลือบพิเศษหรือเทคนิคทางเรขาคณิต แต่เพิ่มต้นทุนและความเสี่ยง เส้นแบ่งคือจุดที่แม่พิมพ์ทั้งสองมาบรรจบกัน การระบุตำแหน่งอย่างถูกต้องจะช่วยลดแฟลช ทำให้การสร้างเครื่องมือง่ายขึ้น และทำให้พื้นผิวสวยงามควบคุมได้ง่ายขึ้น
การออกแบบระบบทำความเย็น
ช่องระบายความร้อนภายในที่เจาะผ่านเหล็กแม่พิมพ์จะส่งน้ำควบคุมอุณหภูมิ การวางตำแหน่งโดยสัมพันธ์กับส่วนที่หนาของชิ้นส่วนซึ่งมีความเข้มข้นของความร้อน จะเป็นตัวกำหนดว่าการหล่อจะแข็งตัวได้สม่ำเสมอเพียงใดและรอบการทำงานจะเร็วแค่ไหน การระบายความร้อนตามรูปแบบ — ช่องที่เป็นไปตามรูปทรงของโพรงแม่พิมพ์แทนที่จะเจาะแบบตรง — ได้รับการประดิษฐ์มากขึ้นโดยใช้เม็ดมีดสำหรับการผลิตแบบเติมเนื้อ ซึ่งช่วยให้สามารถดึงความร้อนที่รุนแรงมากขึ้นในโซนวิกฤติและลดเวลารอบการทำงานลง 15–25% ในบางการใช้งาน
พารามิเตอร์กระบวนการหลักและวิธีการควบคุม
การหล่อแบบตายตัวไม่ใช่การดำเนินการแบบเซ็ตแล้วลืม กระบวนการที่มีความเสถียรและมีคุณภาพสูงจำเป็นต้องมีการตรวจสอบและควบคุมตัวแปรที่ขึ้นอยู่กับตัวแปรต่างๆ
- อุณหภูมิโลหะ: ร้อนเกินไปเพิ่มความพรุนของการหดตัวและการกัดเซาะของแม่พิมพ์ เย็นเกินไปทำให้เกิดการรันผิดและการปิดเครื่องเย็นเกินไป โดยปกติแล้วจะเทอลูมิเนียมที่อุณหภูมิ 1,250°F–1,350°F (677°C–732°C) ขึ้นอยู่กับรูปทรงของชิ้นส่วนและความหนาของผนัง
- ความเร็วการฉีด: ความเร็วระยะแรก (ช้า) เติมนักวิ่ง ความเร็วระยะที่สอง (เร็ว) เติมเต็มช่อง ความเร็วเกต — ความเร็วที่โลหะผ่านประตูเข้าไปในชิ้นส่วน — โดยทั่วไปแล้วจะกำหนดเป้าหมายไว้ระหว่าง 100 ถึง 180 ฟุต/วินาที สำหรับอะลูมิเนียม
- ความดันเพิ่มขึ้น: ใช้ทันทีหลังจากการเติมคาวิตี้ แรงดันนี้จะอัดแน่นโลหะที่แข็งตัวเพื่อลดช่องว่างการหดตัว แรงกดดันในการทำให้อะลูมิเนียมโดยทั่วไปอยู่ที่ 8,000–15,000 psi
- อุณหภูมิแม่พิมพ์: แม่พิมพ์จะต้องไปถึงและรักษาสมดุลทางความร้อน — โดยทั่วไปคือ 300°F–500°F (150°C–260°C) สำหรับอะลูมิเนียม — ก่อนที่จะเริ่มดำเนินการผลิตชิ้นส่วน แม่พิมพ์เย็นทำให้เกิดข้อบกพร่องที่พื้นผิว แม่พิมพ์ที่มีความร้อนสูงเกินไปจะยืดเวลาของวงจรและเร่งความล้าจากความร้อน
- ระบบช่วยสุญญากาศ: การตั้งค่าการหล่อแบบบางรูปแบบใช้ท่อสุญญากาศที่เชื่อมต่อกับช่องแม่พิมพ์เพื่อถ่ายอากาศออกก่อนการฉีด การเอาอากาศออกจะช่วยลดความพรุนของก๊าซและช่วยให้ฉีดได้เร็วยิ่งขึ้นโดยไม่กักก๊าซไว้ในชิ้นส่วน ซึ่งมีประโยชน์อย่างยิ่งกับส่วนประกอบโครงสร้างที่จะผ่านกรรมวิธีทางความร้อนหรือการเชื่อม
เครื่องหล่อแบบสมัยใหม่จะบันทึกข้อมูลกระบวนการของทุกช็อต — ตำแหน่งลูกสูบ ความเร็ว กราฟแรงดัน — แบบเรียลไทม์ แผนภูมิควบคุมกระบวนการทางสถิติจะติดธงเมื่อพารามิเตอร์ลอยเกินขีดจำกัดที่ตั้งไว้ ช่วยให้วิศวกรกระบวนการสามารถแก้ไขปัญหาก่อนที่อัตราของเสียจะเพิ่มขึ้น
ข้อบกพร่องทั่วไปในการหล่อโลหะและสาเหตุ
การทำความเข้าใจกลไกของข้อบกพร่องถือเป็นหัวใจสำคัญของการแก้ไขปัญหากระบวนการ ข้อบกพร่องส่วนใหญ่สืบย้อนไปถึงสาเหตุที่แท้จริงชุดเล็กๆ
ความพรุน
ข้อบกพร่องในการหล่อขึ้นรูปที่แพร่หลายที่สุด มีอยู่สองประเภท: ความพรุนของก๊าซซึ่งเกิดจากอากาศหรือไฮโดรเจนละลายที่ติดอยู่ในระหว่างการเติม และความพรุนจากการหดตัวซึ่งเกิดจากโลหะไม่เพียงพอที่จะป้อนส่วนที่หดตัวในขณะที่แข็งตัว โดยทั่วไปความพรุนของก๊าซจะแสดงเป็นช่องว่างทรงกลมใกล้พื้นผิวหรือที่บริเวณสุดท้ายที่จะเติม ความพรุนของการหดตัวจะปรากฏเป็นช่องว่างหยักไม่สม่ำเสมอในส่วนตัดขวางที่หนา วิธีแก้ไข ได้แก่ การให้ความช่วยเหลือด้านสุญญากาศ การออกแบบประตูที่ดีที่สุด การปรับความดันให้แรงขึ้น และการลดความหนาของผนังด้วยการออกแบบชิ้นส่วนใหม่
Cold Shuts และการทำงานผิดพลาด
การปิดแบบเย็นจะปรากฏเป็นเส้นที่มองเห็นได้บนพื้นผิวการหล่อซึ่งส่วนหน้าของโลหะไหลมาบรรจบกันแต่ไม่ได้หลอมรวมอย่างเหมาะสมเนื่องจากเย็นตัวลงมากเกินไปก่อนจะเชื่อมต่อ การวิ่งผิดคือการเติมที่ไม่สมบูรณ์ — ส่วนหนึ่งของช่องที่ไม่ได้รับโลหะเพียงพอก่อนที่จะแข็งตัว ทั้งสองสาเหตุเกิดจากอุณหภูมิของโลหะไม่เพียงพอ ความเร็วในการฉีดต่ำเกินไป ปริมาตรโลหะไม่เพียงพอ หรือการหล่อเย็นของแม่พิมพ์มากเกินไป การเพิ่มอุณหภูมิโลหะ ความเร็วในการฉีด หรือน้ำหนักช็อตมักจะแก้ไขข้อบกพร่องเหล่านี้ได้
การบัดกรีและการกัดเซาะของแม่พิมพ์
การบัดกรีเกิดขึ้นเมื่อโลหะผสมอลูมิเนียมเกาะติดกับเหล็กแม่พิมพ์ โดยดึงวัสดุออกจากพื้นผิวชิ้นส่วนเมื่อดีดออก และสะสมตัวบนแม่พิมพ์ในที่สุด มันถูกขับเคลื่อนโดยปฏิกิริยาทางเคมีระหว่างอลูมิเนียมหลอมเหลวและเหล็กในเหล็กแม่พิมพ์ ซึ่งถูกเร่งด้วยอุณหภูมิโลหะที่สูงและความเร็วเกตสูงที่ส่งผลกระทบต่อพื้นผิวแม่พิมพ์เดิมซ้ำๆ การเคลือบป้องกัน (ไนไตรด์, การเคลือบ PVD เช่น TiAlN), การควบคุมอุณหภูมิของแม่พิมพ์ และการหล่อลื่นที่เหมาะสมจะช่วยลดความถี่ในการบัดกรี กรณีที่รุนแรงจำเป็นต้องขัดแม่พิมพ์หรือซ่อมแซมการเชื่อม
แฟลช
แฟลชคือครีบโลหะบางๆ ที่ยื่นออกมาระหว่างส่วนแม่พิมพ์หรือรอบๆ หมุดอีเจ็คเตอร์ ซึ่งเป็นผลมาจากแรงจับยึดไม่เพียงพอ พื้นผิวของเส้นแยกส่วนสึกหรอหรือเสียหาย หรือแรงดันการฉีดที่มากเกินไป แฟลชรองจะถูกลบออกในการกดทริม ไฟกะพริบต่อเนื่องบ่งชี้ถึงปัญหาเครื่องจักร ดาย หรือพารามิเตอร์กระบวนการที่ต้องแก้ไขก่อนที่จะแย่ลง
รูปแบบต่างๆ และวิธีการหล่อแบบขั้นสูง
นอกเหนือจากการหล่อด้วยแรงดันสูงแบบทั่วไปแล้ว กระบวนการหลายรูปแบบยังตอบสนองข้อกำหนดเฉพาะของชิ้นส่วนหรือเป้าหมายด้านคุณภาพที่การหล่อแบบมาตรฐานไม่สามารถตอบสนองได้
การหล่อแบบสุญญากาศ
การหล่อแบบสุญญากาศจะถ่ายอากาศออกจากช่องแม่พิมพ์ทันทีก่อนการฉีดผ่านวาล์วสุญญากาศเฉพาะ ความดันอากาศตกค้างในช่องจะลดลงเหลือต่ำกว่า 50 มิลลิบาร์ในระบบขั้นสูง ผลลัพธ์ที่ได้คือความพรุนของก๊าซลดลงอย่างมาก ซึ่งช่วยให้การหล่อได้รับการบำบัดด้วยความร้อน (T5 หรือ T6) และการเชื่อม ซึ่งเป็นความสามารถที่การหล่อแบบมาตรฐานไม่สามารถทำได้อย่างน่าเชื่อถือ ชิ้นส่วนยานยนต์ที่มีโครงสร้าง เช่น เสากันกระแทก เสา B และกรอบแบตเตอรี่ มีการผลิตด้วยวิธีนี้มากขึ้น
การหล่อแบบกึ่งแข็ง (Thixocasting และ Rheocasting)
ในการประมวลผลกึ่งของแข็ง โลหะจะถูกฉีดที่อุณหภูมิระหว่างของเหลวและโซลิดัส — ในสถานะที่แข็งตัวบางส่วนและคล้ายสารละลาย เนื่องจากโลหะมีความหนืดมากกว่าและเติมแม่พิมพ์ในลักษณะที่ปั่นป่วนน้อยกว่าและมีลักษณะเป็นลามิเนทมากกว่า การกักเก็บก๊าซจึงลดลงอย่างมาก ชิ้นส่วนที่ผลิตโดย rheocasting หรือ thixocasting สามารถเข้าใกล้ระดับความพรุนของชิ้นส่วนปลอมแปลงในรูปทรงบางรูปทรงได้ กระบวนการนี้ซับซ้อนและมีราคาแพงกว่าการใช้งานหล่อแบบทั่วไป ดังนั้นจึงสงวนไว้สำหรับส่วนประกอบที่มีมูลค่าสูงในการใช้งานด้านการบินและอวกาศ มอเตอร์สปอร์ต และยานยนต์ระดับพรีเมียม
บีบหล่อ
การหล่อแบบบีบใช้ความเร็วการฉีดที่ต่ำกว่ามาก แต่มีแรงดันสูงมาก (มักจะ 10,000–30,000 psi) ที่ใช้และยึดไว้ตลอดการแข็งตัว แรงดันคงที่สูงจะยับยั้งความพรุนและปรับปรุงโครงสร้างจุลภาค ทำให้เกิดการหล่อที่มีคุณสมบัติทางกลใกล้เคียงกับการตีขึ้นรูป ล้ออะลูมิเนียมสำหรับรถยนต์สมรรถนะสูงเป็นงานหล่อแบบบีบทั่วไป รอบเวลานานกว่าการหล่อด้วยแม่พิมพ์ทั่วไป และกระบวนการนี้ต้องการการออกแบบแม่พิมพ์อย่างระมัดระวังมากขึ้นเพื่อกระจายแรงดัน
เมก้าแคสติ้ง (Gigacasting)
การพัฒนาล่าสุดที่ได้รับแรงหนุนจากอุตสาหกรรมยานยนต์ไฟฟ้าเป็นส่วนใหญ่ การหล่อขนาดใหญ่ใช้เครื่องจักรขนาด 6,000 ตันหรือใหญ่กว่าเพื่อผลิตการหล่อโครงสร้างอะลูมิเนียมเดี่ยวที่ทดแทนการประกอบชิ้นส่วนเหล็กประทับตราและเชื่อมหลายสิบชิ้น Tesla ทำให้วิธีนี้เป็นที่นิยมด้วยการหล่อส่วนล่างของลำตัวด้านหลัง ซึ่งรวมชิ้นส่วนประมาณ 70 ชิ้นไว้ในช็อตเดียว ขณะนี้ผู้ผลิตรถยนต์หลายรายกำลังดำเนินการหรือใช้งานเซลล์หล่อขึ้นรูปขนาดใหญ่ที่คล้ายคลึงกัน กรณีทางเศรษฐกิจขึ้นอยู่กับจำนวนเครื่องมือที่ลดลง สายการผลิตที่เรียบง่ายขึ้น และค่าใช้จ่ายในการเชื่อมต่อที่ลดลง แม้ว่าจะต้องใช้การลงทุนเครื่องจักรล่วงหน้าจำนวนมากก็ตาม
การหล่อโลหะกับกระบวนการหล่อโลหะอื่นๆ
การหล่อขึ้นรูปไม่ใช่วิธีเดียวในการหล่อชิ้นส่วนโลหะ และมันก็ไม่ได้ถูกต้องเสมอไป การทำความเข้าใจว่าจุดใดที่เหมาะสมเมื่อเทียบกับทางเลือกอื่นช่วยในการเลือกกระบวนการที่ถูกต้องสำหรับโครงการที่กำหนด
| กระบวนการ | ค่าเครื่องมือ | ต้นทุนต่อชิ้นส่วน (ปริมาณสูง) | ความแม่นยำของมิติ | ดีที่สุดสำหรับ |
|---|---|---|---|---|
| การหล่อด้วยแรงดันสูง | สูง ($20K–$200K ) | ต่ำมาก | ยอดเยี่ยม | ชิ้นส่วนที่ไม่ใช่เหล็กปริมาณมาก |
| การหล่อแบบถาวร | ปานกลาง | ต่ำ | ดี | ปริมาณปานกลาง ผนังหนาขึ้น |
| การหล่อการลงทุน | ปานกลาง | สูง | สูงมาก | เรขาคณิตเชิงซ้อน โลหะผสมเหล็ก การบินและอวกาศ |
| การหล่อทราย | ต่ำ | ปานกลาง to high | แย่จนยุติธรรม | ต่ำ volume, large parts, iron/steel |
การตัดสินใจมักจะขึ้นอยู่กับปริมาณ โดยทั่วไปราคาเครื่องมือหล่อสำหรับชิ้นส่วนอะลูมิเนียมจะอยู่ระหว่าง 30,000 ถึง 150,000 เหรียญสหรัฐ ขึ้นอยู่กับความซับซ้อน การลงทุนดังกล่าวสมเหตุสมผลที่ 50,000 ชิ้นขึ้นไปต่อปี แต่ยากที่จะหาเหตุผลมารองรับสำหรับไม่กี่ร้อยหน่วย สำหรับการผลิตในปริมาณน้อย การหล่อทรายหรือการหล่อแบบลงทุนจะประหยัดกว่า แม้ว่าต้นทุนต่อชิ้นส่วนจะสูงกว่าก็ตาม สำหรับโลหะผสมที่เป็นเหล็ก (เหล็ก เหล็ก) โดยทั่วไปจะไม่ใช้การหล่อแบบตายตัวเลย การหล่อแบบลงทุน การหล่อทราย หรือการตีขึ้นรูปเป็นตัวเลือกที่เหมาะสม
อุตสาหกรรมและการใช้งานที่การหล่อขึ้นรูปมีอิทธิพลเหนือ
การผสมผสานระหว่างความเร็ว ความแม่นยำ และรูปทรงตาข่ายของ Die Casting ทำให้เป็นกระบวนการผลิตเริ่มต้นสำหรับผลิตภัณฑ์ประเภทต่างๆ ที่หลากหลายในอุตสาหกรรมต่างๆ
- ยานยนต์: บล็อกเครื่องยนต์ (ในการกำหนดค่าบางอย่าง) ตัวเรือนเกียร์ ตัวปั้มน้ำมัน ชุดประกอบตัวยึด มือจับประตู ตัวเรือนกระจก ล้อ (แบบหล่อบีบ) และส่วนประกอบที่มีโครงสร้างเป็นสีขาวที่มีขนาดใหญ่มากขึ้นเรื่อยๆ ยานยนต์เป็นตลาดเดียวที่ใหญ่ที่สุดสำหรับการหล่อโลหะ ซึ่งคิดเป็นสัดส่วนมากกว่า 50% ของการผลิตในอเมริกาเหนือตามมูลค่า
- เครื่องใช้ไฟฟ้า: แชสซีของแล็ปท็อปและแท็บเล็ต กรอบภายในของสมาร์ทโฟน ตัวกล้อง และโครงสร้างแผงระบายความร้อนได้รับประโยชน์จากการผสมผสานระหว่างความเบา การนำความร้อน และความแข็งของโครงสร้างของอะลูมิเนียม
- อุปกรณ์อุตสาหกรรม: ตัวเรือนกระปุกเกียร์ ตัวปั๊ม ตัวเรือนมอเตอร์ และตัววาล์วผลิตขึ้นในปริมาณมากโดยมีความหนาของผนังสม่ำเสมอและความสมบูรณ์ในการต้านทานแรงดัน
- โครงสร้างพื้นฐานโทรคมนาคม: กล่องหุ้มสถานีฐาน 5G และส่วนประกอบการจัดการความร้อนใช้อะลูมิเนียมหล่อขึ้นรูปเพื่อผสมผสานการป้องกัน EMI ประสิทธิภาพการระบายความร้อน และความเสถียรของมิติ
- ประปาและ HVAC: อุปกรณ์วาล์วและบล็อกท่อร่วมทองเหลืองและอะลูมิเนียมได้รับการติดตั้งนับล้านทุกปีในการก่อสร้างที่อยู่อาศัยและพาณิชยกรรม
- เครื่องมือไฟฟ้าและเครื่องใช้ไฟฟ้า: ตัวเรือนมอเตอร์ กล่องเกียร์ และโครงโครงสร้างสำหรับเครื่องมือไฟฟ้า อุปกรณ์สนามหญ้า และเครื่องใช้ในครัวเรือนอาศัยการหล่อแบบเพื่อให้ได้พิกัดความเผื่อที่แคบและพื้นผิวที่ดีในอัตราการผลิตที่สูง
สิ่งที่คาดหวังในแง่ของความคลาดเคลื่อน พื้นผิวสำเร็จ และเวลานำ
ผู้ซื้อและวิศวกรที่ระบุชิ้นส่วนแม่พิมพ์จำเป็นต้องคาดหวังตามความเป็นจริงว่ากระบวนการสามารถและไม่สามารถส่งมอบได้อย่างไรหากไม่มีการดำเนินการขั้นที่สอง
ความคลาดเคลื่อนมิติ
การหล่อแบบตายตัวได้รับค่าความคลาดเคลื่อนที่เข้มงวดกว่าการหล่อแบบทรายหรือการหล่อแบบถาวร แต่ไม่ใช่กระบวนการตัดเฉือนที่มีความแม่นยำ ความคลาดเคลื่อนขณะหล่ออยู่ที่ ±0.003 ถึง ±0.005 นิ้วต่อนิ้ว โดยทั่วไปสำหรับอะลูมิเนียม คุณสมบัติที่ต้องการการควบคุมที่เข้มงวดมากขึ้น — รูแบริ่ง ตำแหน่งรูเกลียว พื้นผิวการจับคู่ — ต้องใช้เครื่องจักร CNC หลังจากการหล่อ North American Die Casting Association (NADCA) เผยแพร่มาตรฐานความทนทานโดยละเอียดซึ่งเป็นข้อมูลอ้างอิงทางอุตสาหกรรมสำหรับการระบุชิ้นส่วนหล่อ
พื้นผิวเสร็จสิ้น
พื้นผิวแบบหล่อบนอะลูมิเนียมหล่อโดยทั่วไปจะอยู่ในช่วง 63–125 Ra ไมโครนิ้ว (1.6–3.2 Ra ไมโครเมตร) ซึ่งมีความเรียบเพียงพอสำหรับการใช้งานส่วนใหญ่และเพื่อความสวยงามโดยไม่ต้องตกแต่งเพิ่มเติม การหล่อแบบสังกะสีสามารถได้พื้นผิวแบบหล่อที่ละเอียดยิ่งขึ้น และทำการชุบด้วยไฟฟ้าโดยตรง ทำให้นิยมใช้กับฮาร์ดแวร์ตกแต่งที่จะชุบโครเมียมหรือนิกเกิล
ระยะเวลารอคอยเครื่องมือและเวลารอคอยชิ้นส่วน
โดยทั่วไปแล้ว การผลิตเครื่องมือสำหรับแม่พิมพ์หล่ออะลูมิเนียมที่มีความซับซ้อนปานกลาง 8 ถึง 14 สัปดาห์ จากการอนุมัติการออกแบบจนถึงนัดแรก เครื่องมือง่ายๆ สามารถทำให้เสร็จเร็วขึ้น แม่พิมพ์ขนาดใหญ่ หลายช่อง หรือซับซ้อนอาจใช้เวลา 16–20 สัปดาห์ เมื่อเครื่องมือได้รับการพิสูจน์และอยู่ในระหว่างการผลิต ระยะเวลารอคอยสินค้าสำหรับชิ้นส่วนจะขึ้นอยู่กับปริมาณการผลิตและกำหนดเวลา แต่โดยทั่วไปจะใช้เวลา 3-6 สัปดาห์สำหรับคำสั่งซื้อมาตรฐาน สายการผลิตเฉพาะที่มีปริมาณมากสามารถจัดส่งชิ้นส่วนได้โดยแจ้งให้ทราบล่วงหน้าสั้นลงเมื่อกำหนดตารางการผลิตแล้ว