อลูมิเนียม 6061 สามารถหล่อได้หรือไม่? คำตอบโดยตรง
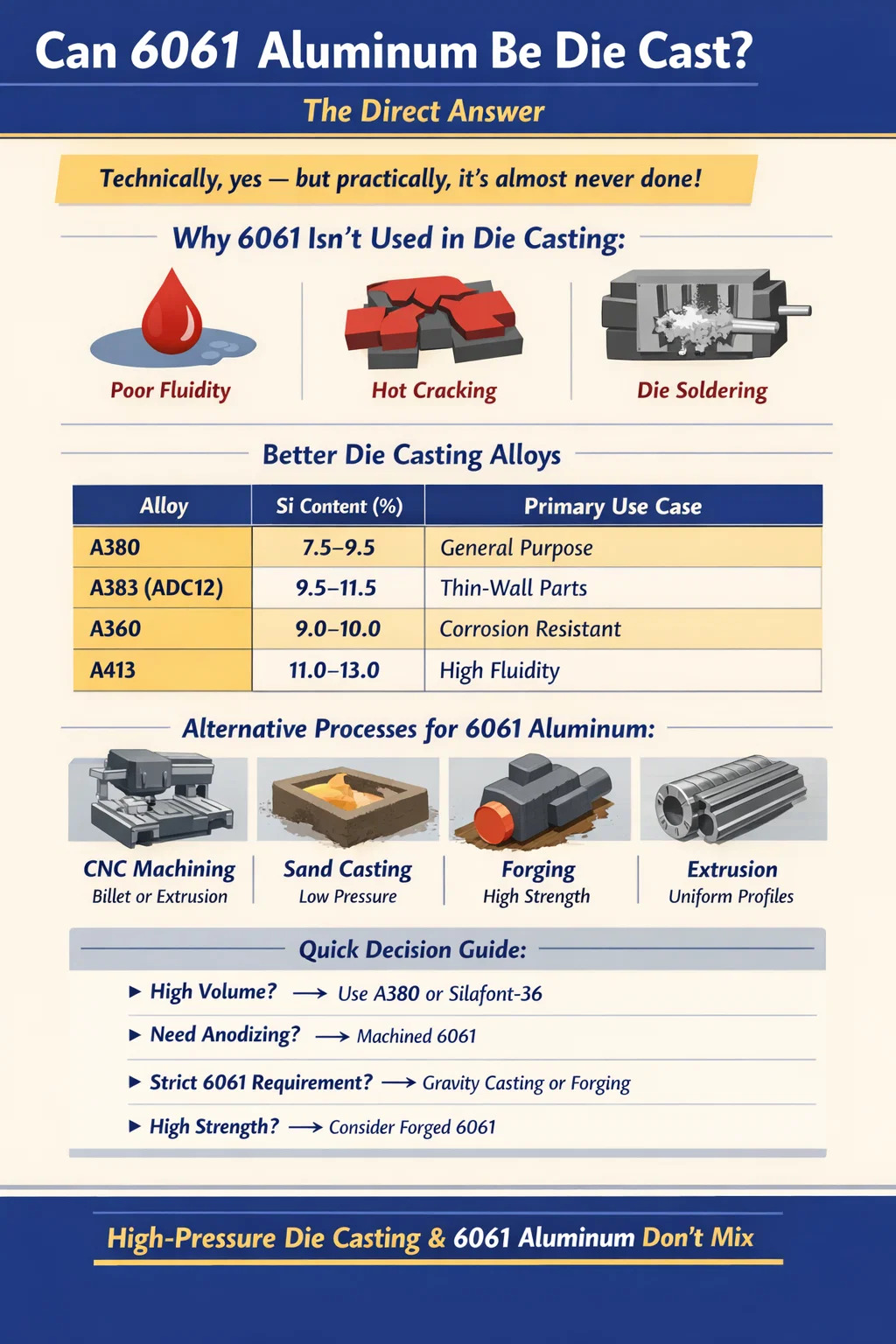
ในทางเทคนิคแล้ว ใช่ — แต่ในทางปฏิบัติการผลิต อลูมิเนียม 6061 แทบไม่เคยใช้ในการหล่อโลหะเลย และโรงงานหล่อส่วนใหญ่จะแนะนำไม่ให้ทำแบบนั้น เหตุผลมาจากเคมีของโลหะผสม 6061 เป็นอะลูมิเนียมอัลลอยด์ดัดขึ้นรูป ซึ่งหมายความว่าได้รับการออกแบบมาโดยเฉพาะสำหรับกระบวนการต่างๆ เช่น การอัดขึ้นรูป การรีด และการตีขึ้นรูป ไม่ใช่สำหรับการฉีดเข้าไปในแม่พิมพ์เหล็กภายใต้แรงดันสูง แม้ว่าปริมาณแมกนีเซียมและซิลิกอนจะดีเยี่ยมในด้านสมรรถนะของโครงสร้างหลังการให้ความร้อน แต่ก็สร้างปัญหาร้ายแรงในสภาพแวดล้อมการหล่อแบบ: การไหลไม่ดี แนวโน้มการแตกร้าวจากความร้อน และปัญหาการบัดกรีด้วยแม่พิมพ์ที่ส่งผลให้อัตราของเสียและต้นทุนเครื่องมือสูงขึ้น
อะลูมิเนียมอัลลอยด์ที่ครองตำแหน่ง หล่อตาย อุตสาหกรรมได้รับการออกแบบตามวัตถุประสงค์สำหรับกระบวนการนี้ เอ380, A383, เอ360 และ ADC12 ถือเป็นสัดส่วนการหล่ออะลูมิเนียมส่วนใหญ่ทั่วโลกอย่างแม่นยำ เนื่องจากมีปริมาณซิลิกอน — โดยทั่วไปอยู่ระหว่าง 8% ถึง 12% — ทำให้พวกมันมีความเหลวไหล พฤติกรรมทางความร้อน และลักษณะการแข็งตัวตามความต้องการของการหล่อแบบตายตัว 6061 มีซิลิคอนเพียง 0.4%–0.8% ซึ่งต่ำกว่าเกณฑ์ที่จำเป็นสำหรับการหล่อแบบปริมาณมากที่เชื่อถือได้
บทความนี้จะอธิบายว่าทำไม 6061 จึงมีพฤติกรรมเหมือนในการหล่อโลหะ มีทางเลือกอื่นใดบ้าง และในสถานการณ์ใดที่การเลือกโลหะผสมที่แตกต่างกัน — หรือกระบวนการที่แตกต่างกันโดยสิ้นเชิง — จะให้ผลลัพธ์ที่ดีกว่าด้วยต้นทุนที่ต่ำกว่า
ทำความเข้าใจกับอลูมิเนียม 6061: องค์ประกอบของโลหะผสมและผลกระทบของมัน
อะลูมิเนียม 6061 เป็นโลหะผสมซีรีส์ 6xxx ซึ่งหมายความว่าองค์ประกอบโลหะผสมหลักคือ แมกนีเซียม (Mg) และซิลิคอน (Si) ช่วงองค์ประกอบมาตรฐานมีดังนี้:
| องค์ประกอบ | ช่วงองค์ประกอบ (%) | บทบาทในอัลลอยด์ |
|---|---|---|
| ซิลิคอน (ศรี) | 0.40 – 0.80 | เสริมความแข็งแกร่งด้วยการตกตะกอนของ Mg₂Si |
| แมกนีเซียม (มก.) | 0.80 – 1.20 น | องค์ประกอบเสริมความเข้มแข็งหลัก |
| ทองแดง (ลูกบาศ์ก) | 0.15 – 0.40 | เพิ่มความแข็งแรงลดความต้านทานการกัดกร่อนเล็กน้อย |
| โครเมียม (Cr) | 0.04 – 0.35 | การควบคุมโครงสร้างของเมล็ดข้าว |
| เหล็ก (เฟ) | สูงสุด 0.70 | บังเอิญ; ควบคุมเป็นสิ่งเจือปน |
| อะลูมิเนียม (อัล) | ยอดคงเหลือ (~96–99) | โลหะฐาน |
การรวมกันของ Mg และ Si ก่อให้เกิดแมกนีเซียมซิลิไซด์ (Mg₂Si) จะตกตะกอนในระหว่างการอบชุบด้วยความร้อน (เทมเปอร์ T4 หรือ T6) ซึ่งเป็นสิ่งที่ทำให้ 6061-T6 มีความต้านทานแรงดึงที่รู้จักกันดีที่ประมาณ 310 เมกะปาสคาล (45,000 ปอนด์ต่อตารางนิ้ว) . การตอบสนองต่อการแข็งตัวของการตกตะกอนนี้เป็นหนึ่งในข้อได้เปรียบที่ยิ่งใหญ่ที่สุดของโลหะผสม แต่เป็นข้อได้เปรียบหลังการประมวลผล ไม่ใช่ข้อได้เปรียบในการหล่อ
ในทางตรงกันข้าม ปริมาณซิลิคอนต่ำหมายความว่าโลหะผสมหลอมเหลวมีความหนืดสูงและมีช่วงการแข็งตัวที่แคบ เมื่อเทหรือฉีดเข้าไปในแม่พิมพ์ จะไม่ไหลเข้าไปในผนังบางหรือรูปทรงเรขาคณิตที่ซับซ้อนได้ง่าย ผลลัพธ์ที่ได้คือการเติมที่ไม่สมบูรณ์ การปิดเย็น และความพรุน ซึ่งเป็นข้อบกพร่องที่เป็นปัญหาโดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนหล่อที่มีโครงสร้างหรือต้องใช้แรงดัน
เหตุใด 6061 จึงทำงานได้ไม่ดีในกระบวนการหล่อ
การหล่อแบบเป็นกระบวนการที่มีแรงดันสูงและมีความเร็วสูง อลูมิเนียมหลอมเหลวจะถูกฉีดเข้าไปในแม่พิมพ์เหล็กที่ความดันโดยทั่วไปตั้งแต่ 10,000 ถึง 30,000 psi (69 ถึง 207 MPa) ที่เวลาเติมวัดเป็นมิลลิวินาที โลหะผสมจะต้องไหลทันทีผ่านทางวิ่งและประตู เติมส่วนที่บางให้เต็ม และแข็งตัวอย่างคาดเดาได้ 6061 สร้างจุดล้มเหลวหลายจุดในสภาพแวดล้อมนี้
ความลื่นไหลของการหลอมละลายไม่ดี
ความลื่นไหลในโลหะผสมหล่ออะลูมิเนียมนั้นส่วนใหญ่ควบคุมโดยปริมาณซิลิกอน ซิลิคอนจะลดจุดหลอมเหลวลง ขยายหน้าต่างอุณหภูมิของเหลวและของแข็งให้กว้างขึ้น และลดแรงตึงผิวในการหลอมเหลว โลหะผสมหล่อขึ้นรูป เช่น เอ380 มีซิลิคอนประมาณ 8.5% 6061 มีน้อยกว่า 1% ในการทดสอบความไหล (เช่น การทดสอบความไหลของเกลียว) A380 จะเติมความยาวสองถึงสามเท่าของความยาวที่หลอมเหลว 6061 อย่างสม่ำเสมอภายใต้สภาวะเดียวกัน ส่วนที่มีผนังบางต่ำกว่า 2 มม. แทบจะเป็นไปไม่ได้เลยที่จะเติม 6061 ได้อย่างน่าเชื่อถือ
การแคร็กร้อนระหว่างการแข็งตัว
6061 มีช่วงการแข็งตัวที่กว้าง — ช่องว่างระหว่างของเหลว (~652°C) และโซลิดัส (~582°C) คือประมาณ 70°C ในระหว่างสถานะกึ่งของแข็งนี้ โลหะผสมมีความเสี่ยงต่อการฉีกขาดจากความร้อน: โครงกระดูกที่แข็งตัวบางส่วนหดตัว แต่โลหะเหลวไม่สามารถไหลเร็วพอผ่านช่องทางที่เหลือเพื่อชดเชย ผลที่ได้คือรอยแตกภายใน โลหะผสมหล่อแบบซิลิกอนสูงมีช่วงการแข็งตัวที่แคบกว่า ซึ่งหมายความว่าโลหะจะเปลี่ยนจากของเหลวเป็นของแข็งได้รวดเร็วและสม่ำเสมอยิ่งขึ้น ซึ่งช่วยลดความเสี่ยงในการแตกร้าวจากความร้อนได้อย่างมาก
การบัดกรีและความเสียหายของเครื่องมือ
การบัดกรีด้วยแม่พิมพ์เกิดขึ้นเมื่ออลูมิเนียมเกาะติดกับพื้นผิวของแม่พิมพ์เหล็ก ปริมาณเหล็กในแม่พิมพ์จะทำปฏิกิริยากับอลูมิเนียมในการหลอมทำให้เกิดสารประกอบระหว่างโลหะของเหล็ก-อลูมิเนียม (Fe-Al IMCs) ที่พื้นผิวแม่พิมพ์ ซิลิคอนทำหน้าที่เป็นบัฟเฟอร์ โดยเฉพาะอย่างยิ่งจะทำปฏิกิริยากับเหล็กเพื่อสร้างเฟส Fe-Si ที่มีการยึดเกาะน้อยกว่าและปล่อยออกได้ง่ายกว่า เนื่องจาก 6061 มีซิลิคอนต่ำ จึงมีแนวโน้มที่จะบัดกรีบนหน้าแม่พิมพ์ได้ง่ายกว่ามาก สิ่งนี้จะเพิ่มแรงดีดออก ทำให้เกิดข้อบกพร่องที่พื้นผิวในการหล่อ และเร่งการกัดเซาะของแม่พิมพ์ มีรายงานว่าอายุการใช้งานของ Die 6061 ในการทดลองหล่อแบบตายตัวนั้น สั้นลงอย่างเห็นได้ชัด เมื่อเทียบกับโลหะผสมหล่อมาตรฐาน
ภาวะแทรกซ้อนจากการรักษาความร้อน
สิ่งที่น่าสนใจหลักประการหนึ่งของ 6061 คือการตอบสนองต่อการบำบัดความร้อนด้วย T6 ซึ่งเพิ่มความต้านทานแรงดึงจากประมาณ 125 MPa (18,000 psi) ในสถานะอบอ่อนเป็นประมาณ 310 MPa (45,000 psi) อย่างไรก็ตาม ชิ้นส่วนหล่อ — แม้จะอยู่ในโลหะผสมที่เข้ากันได้ — เป็นเรื่องยากที่จะให้ความร้อนอย่างฉาวโฉ่เนื่องจากการแข็งตัวอย่างรวดเร็วในแม่พิมพ์ดักจับก๊าซพรุน เมื่อแม่พิมพ์หล่อที่มีรูพรุนได้รับความร้อนด้วยสารละลายที่อุณหภูมิประมาณ 530°C ก๊าซที่ติดอยู่จะขยายตัวและทำให้เกิดฟองที่พื้นผิว การหล่อแบบ 6061 จะประสบปัญหาเดียวกันนี้ ขณะเดียวกันก็ประสบปัญหาความลื่นไหลและการแตกร้าวระหว่างการหล่ออยู่แล้ว ผลลัพธ์สุทธิก็คือข้อได้เปรียบด้านความแข็งแกร่งที่คาดคะเนของ 6061 ไม่สามารถรับรู้ได้อย่างน่าเชื่อถือผ่านการหล่อแบบตายตัวอยู่แล้ว
อลูมิเนียมอัลลอยด์ชนิดใดที่ใช้ในการหล่อโลหะจริง
อุตสาหกรรมการหล่อแบบตายตัวได้เลือกรายชื่ออะลูมิเนียมอัลลอยด์จำนวนหนึ่งที่ให้ผลลัพธ์ที่เชื่อถือได้และมีคุณภาพสูงอย่างสม่ำเสมอ การทำความเข้าใจทางเลือกเหล่านี้ถือเป็นสิ่งสำคัญในการประเมินว่าจะดำเนินการหล่อชิ้นส่วนที่ได้รับการออกแบบครั้งแรกประมาณปี 6061 หรือไม่
| แม็ก | เนื้อหาศรี (%) | UTS (เมกะปาสคาล) | กรณีการใช้งานหลัก |
|---|---|---|---|
| A380 | 7.5 – 9.5 | ~317 | วัตถุประสงค์ทั่วไป โลหะผสมหล่อที่ใช้กันอย่างแพร่หลายทั่วโลก |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | ชิ้นส่วนผนังบางที่ซับซ้อน ความคล่องตัวที่ดีกว่า A380 |
| A360 | 9.0 – 10.0 | ~317 | ความหนาแน่นของแรงดัน ความต้านทานการกัดกร่อน |
| A413 | 11.0 – 13.0 | ~296 | ความคล่องตัวสูงสุด ส่วนประกอบไฮดรอลิก การหล่อที่ซับซ้อน |
| ซิลาฟอนต์-36 (อัล-ซี-มก.) | 9.5 – 11.5 | สูงถึง ~350 (T5/T7) | การหล่อแบบโครงสร้างยานยนต์ รักษาความร้อนได้ |
| 6061 | 0.40 – 0.80 | 310 (T6, ดัด) | การอัดขึ้นรูป การตีขึ้นรูป การตัดเฉือน — ไม่ใช่การหล่อแบบตายตัว |
เครื่องบิน A380 เพียงอย่างเดียวถือเป็นค่าประมาณ 60% หรือมากกว่าของการหล่ออะลูมิเนียมทั้งหมดที่ผลิตในอเมริกาเหนือ . การผสมผสานระหว่างคุณสมบัติทางกลที่ดี ความสามารถในการหล่อได้ดีเยี่ยม และต้นทุนที่สมเหตุสมผล ทำให้เป็นค่าเริ่มต้นของอุตสาหกรรม เมื่อนักออกแบบต้องการอะลูมิเนียมหล่อขึ้นรูปด้วยความร้อนที่มีความแข็งแรงสูงกว่า พวกเขาหันมาใช้โลหะผสมมากขึ้น เช่น ศิลาฟอนต์-36 หรือ Aural-2 ซึ่งได้รับการออกแบบทางวิศวกรรมตั้งแต่ต้นจนจบเพื่อผสมผสานพฤติกรรมการหล่อแบบหล่อที่ดีเข้ากับความสามารถในการตอบสนองต่อการชุบแข็งตามอายุ ซึ่งเป็นสิ่งที่ 6061 ไม่สามารถส่งมอบได้ในรูปแบบหล่อแบบหล่อ
เมื่อวิศวกรระบุ 6061 และเหตุใดจึงเปลี่ยน
ในสถานการณ์การพัฒนาผลิตภัณฑ์จำนวนมาก วิศวกรระบุ 6061 ในช่วงต้นของโปรเจ็กต์เนื่องจากคุ้นเคยกับมัน หรือเนื่องจากต้นแบบถูกตัดเฉือนจากเหล็กแท่ง 6061 เมื่อปริมาณการผลิตเพิ่มขึ้นและการหล่อแบบหล่อกลายเป็นสิ่งที่น่าสนใจสำหรับการลดต้นทุน คำถามที่ว่าควรเก็บ 6061 ไว้หรือไม่จึงกลายเป็นประเด็นในการตัดสินใจที่แท้จริง ผลลัพธ์โดยทั่วไปคือการเปลี่ยนไปใช้โลหะผสมหล่อขึ้นรูปที่เข้ากันได้มากกว่า แต่ตรรกะก็คุ้มค่าที่จะตรวจสอบในรายละเอียด
ข้อกำหนดคุณสมบัติทางกล
วิศวกรมักระบุ 6061-T6 สำหรับความต้านทานแรงดึงประมาณ 310 MPa และความแข็งแรงครากที่ 276 MPa คำถามคือว่าคุณสมบัติเหล่านี้จำเป็นจริง ๆ ในแอปพลิเคชันหรือไม่ หรือว่าคุณสมบัติเหล่านี้ถูกเลือกอย่างระมัดระวังโดยพิจารณาจากความคุ้นเคยหรือไม่ Die Cast A380 มี UTS ประมาณ 317 MPa ใกล้เคียงกับ 6061-T6 มาก และ Yield Strength ประมาณ 159 MPa สำหรับการใช้งานที่ความแข็งแรงของผลผลิตเป็นพารามิเตอร์ที่สำคัญ เช่น ขายึดโครงสร้างหรือตัวเสื้อที่รับน้ำหนัก A380 อาจขาด และวิศวกรมีสองทางเลือก: ออกแบบรูปทรงที่มีความหนาของผนังเพิ่มเติมเพื่อชดเชย หรือเปลี่ยนไปใช้โลหะผสมหล่อขึ้นรูปที่ผ่านการอบชุบด้วยความร้อน เช่น Silafont-36 ซึ่งสามารถเข้าถึงจุดแข็งของผลผลิตได้ที่ 240 MPa หรือสูงกว่าหลังการบำบัดด้วย T5/T7
ความต้านทานการกัดกร่อน
6061 ขึ้นชื่อในเรื่องความต้านทานการกัดกร่อนที่ดี โดยเฉพาะในสภาพแวดล้อมทางทะเลและกลางแจ้ง A380 มีปริมาณทองแดงสูงกว่า (มากถึง 3.5%) ซึ่งลดความต้านทานการกัดกร่อนเมื่อเทียบกับ 6061 หากชิ้นส่วนจำเป็นต้องทนต่อละอองเกลือหรือใช้ในสภาพแวดล้อมชายฝั่งที่ไม่มีการเคลือบ A380 อาจต้องมีการเตรียมพื้นผิว A360 เป็นโลหะผสมหล่อขึ้นรูปทางเลือกที่มีทองแดงต่ำกว่าซึ่งให้ความต้านทานการกัดกร่อนที่ดีกว่า และมักจะระบุเมื่อมีการเคลือบอโนไดซ์หรือการแปลงโครเมตเป็นส่วนหนึ่งของกระบวนการ
อโนไดซ์และการตกแต่งพื้นผิว
6061 อโนไดซ์ได้ดีเป็นพิเศษ องค์ประกอบของเหล็กต่ำและทองแดงต่ำทำให้เกิดชั้นออกไซด์ของขั้วบวกที่ชัดเจนและสม่ำเสมอ โลหะผสมหล่อขึ้นรูป โดยเฉพาะอย่างยิ่งที่มีปริมาณซิลิกอนสูง จะมีการชุบอโนไดซ์ได้ไม่ดี — อนุภาคซิลิกอนยังคงไม่มีการชุบอโนไดซ์และปรากฏเป็นจุดสีเทาเข้มหรือสีดำในชั้นออกไซด์ ทำให้การชุบอโนไดซ์ที่สว่างเพื่อการตกแต่งแทบจะเป็นไปไม่ได้เลย หากชิ้นส่วนต้องการการชุบอโนไดซ์แบบใสหรือแบบสีเพื่อความสวยงาม การหล่อแบบตายตัวถือเป็นกระบวนการที่ไม่ถูกต้องโดยไม่คำนึงถึงโลหะผสม การหล่อทรายหรือการหล่อแม่พิมพ์ถาวรด้วยแรงโน้มถ่วงด้วยโลหะผสม 6061 หรือโลหะผสมที่มีองค์ประกอบดัดคล้ายกัน ตามด้วยการบำบัดด้วย T6 เป็นแนวทางที่ดีกว่าสำหรับชิ้นส่วนอะโนไดซ์ในปริมาณปานกลาง
ความสามารถในการแปรรูป
6061 มีความสุขกับเครื่องจักร ให้เศษที่สะอาด มีพิกัดความเผื่อต่ำ และยอมรับการกลึงเกลียวและการต๊าปได้ดี โดยทั่วไปแล้วโลหะผสมแบบหล่อขึ้นรูปจะยากกว่าสำหรับเครื่องมือตัดเนื่องจากมีสารซิลิกอนที่มีฤทธิ์กัดกร่อน แม้ว่า A380 จะยังคงสามารถแปรรูปได้ค่อนข้างตามมาตรฐานการหล่อแบบตายตัว หากจำเป็นต้องมีการตัดเฉือนที่สำคัญหลังจากการหล่อ — เช่น รูเจาะที่แม่นยำ เม็ดมีดเกลียว หรือค่าเผื่อความเรียบที่แคบ สิ่งนี้จะต้องนำมาพิจารณาในการเปรียบเทียบต้นทุนกระบวนการโดยรวมระหว่างการหล่อด้วย A380 และกระบวนการทางเลือกที่ใช้ 6061
กระบวนการผลิตทางเลือกสำหรับอะลูมิเนียม 6061
เนื่องจาก 6061 ไม่เหมาะอย่างยิ่งสำหรับการหล่อแบบตายตัว วิศวกรที่ต้องการคุณสมบัติของวัสดุของ 6061 ควรพิจารณากระบวนการผลิตต่อไปนี้ โดยแต่ละกระบวนการมีข้อดีข้อเสียของตัวเองในแง่ของความสามารถทางเรขาคณิต ผิวสำเร็จของพื้นผิว ต้นทุน และความสามารถในการปรับขนาดปริมาตร
เครื่องจักรกลซีเอ็นซีจาก Billet หรือการอัดขึ้นรูป
สำหรับปริมาณน้อยถึงปานกลาง — โดยทั่วไปต่ำกว่า 1,000 ชิ้นส่วนต่อปี — การตัดเฉือนบิลเล็ตหรือสต็อกการอัดขึ้นรูป 6061 มักเป็นวิธีที่คุ้มค่าที่สุด เครื่องจักร 6061 ที่ความเร็วสูงพร้อมอายุการใช้งานเครื่องมือที่ดีเยี่ยม ร้าน CNC ที่เชี่ยวชาญสามารถทนต่อความคลาดเคลื่อน ±0.025 มม. (±0.001 นิ้ว) เป็นประจำ ข้อจำกัดอยู่ที่การสิ้นเปลืองวัสดุ (อัตราส่วนการซื้อต่อการบินอาจสูงสำหรับชิ้นส่วนที่ซับซ้อน) และรอบเวลาสำหรับรูปทรงที่ซับซ้อน สำหรับการผลิตในปริมาณมาก ต้นทุนต่อชิ้นส่วนในการตัดเฉือนจะสูงกว่าต้นทุนการหล่ออย่างรวดเร็ว
การหล่อทรายและการหล่อแม่พิมพ์ถาวร
6061 สามารถหล่อทรายหรือป้อนด้วยแรงโน้มถ่วงลงในแม่พิมพ์ถาวรได้ กระบวนการเหล่านี้เกี่ยวข้องกับแรงดันในการฉีดที่ต่ำกว่าการหล่อแบบตายตัว ทำให้โลหะผสมมีเวลาในการเติมแม่พิมพ์ การหล่อทราย 6061 ได้รับการฝึกฝนในอุตสาหกรรมการบินและอวกาศและการป้องกันประเทศ โดยที่ข้อกำหนดการรับรองวัสดุกำหนดองค์ประกอบของโลหะผสมและการตอบสนองต่อการบำบัดความร้อน แทนที่จะอนุญาตให้ทดแทนด้วยโลหะผสมหล่อแบบมาตรฐาน ความแข็งแรงของผลผลิตของการหล่อทราย 6061 ที่ผ่านการเคลือบด้วย T6 มักจะอยู่ในช่วง 220–260 MPa ซึ่งค่อนข้างต่ำกว่าตัวเลขที่ทำขึ้น แต่เพียงพอสำหรับการใช้งานเชิงโครงสร้างหลายประเภท ต้นทุนเครื่องมือสำหรับการหล่อทรายนั้นต่ำ (ต่ำกว่า 5,000 ดอลลาร์สหรัฐฯ ในหลายกรณี) ทำให้สามารถทำงานได้ในปริมาณตั้งแต่ต้นแบบเดียวจนถึงหลายพันชิ้นส่วนต่อปี
การตีขึ้นรูป
6061 เป็นหนึ่งในโลหะผสมอะลูมิเนียมหลอมที่ใช้กันมากที่สุด การตีขึ้นรูปจะจัดแนวโครงสร้างเกรนตามแนวความเค้นของชิ้นส่วน ทำให้เกิดคุณสมบัติทางกลที่เหนือกว่าทั้งชิ้นส่วนแบบหล่อและแบบกลึง ฟอร์จ 6061-T6 สามารถบรรลุความต้านทานแรงดึงของ 330–350 MPa และจุดแข็งของผลผลิต 295–310 MPa — สูงกว่าข้อกำหนดแผ่นเหล็กดัดมาตรฐานอย่างมาก ส่วนประกอบโครงสร้างการบินและอวกาศ ส่วนประกอบของจักรยาน และชิ้นส่วนระบบกันสะเทือนของรถยนต์มักถูกปลอมแปลงตั้งแต่ปี 6061 ข้อเสียคือแม่พิมพ์ตีขึ้นรูปมีราคาแพง (มักจะอยู่ที่ 20,000-80,000 เหรียญสหรัฐต่อชุดแม่พิมพ์) และกระบวนการนี้เหมาะที่สุดสำหรับชิ้นส่วนที่มีรูปทรงค่อนข้างเรียบง่ายและไม่มีการตัดส่วนล่าง
การอัดขึ้นรูป
การอัดขึ้นรูปอาจเป็นกระบวนการดั้งเดิมของ 6061 โลหะผสมจะไหลผ่านแม่พิมพ์เพื่อสร้างโปรไฟล์หน้าตัดที่ยาวและคงที่ด้วยความเร็วสูง แม่พิมพ์อัดขึ้นรูปมีราคา 500–3,000 เหรียญสหรัฐสำหรับโปรไฟล์ธรรมดา ทำให้กระบวนการนี้สามารถเข้าถึงได้แม้ในปริมาณที่น้อย สามารถบรรลุส่วนตัดขวางที่ซับซ้อนพร้อมห้องกลวงได้ การดำเนินงานขั้นที่สอง เช่น การเลื่อยตามความยาว การเจาะ การเจาะ และการกลึงโค้งที่อัดขึ้นรูป 6061 ให้เป็นส่วนประกอบโครงสร้างสำเร็จรูป ข้อจำกัดคือหน้าตัดจะต้องสม่ำเสมอตลอดความยาว การอัดขึ้นรูปไม่สามารถสร้างความซับซ้อนสามมิติได้เหมือนกับการหล่อด้วยแม่พิมพ์
Thixocasting และ Rheocasting (การประมวลผลกึ่งแข็ง)
การแปรรูปโลหะกึ่งแข็ง (SSM) ถือเป็นทางเลือกเฉพาะแต่มีความเกี่ยวข้อง ในการหล่อแบบ thixocasting แท่งเหล็ก 6061 ที่เตรียมมาเป็นพิเศษซึ่งมีโครงสร้างจุลภาคแบบ thixotropic จะถูกให้ความร้อนในช่วงกึ่งของแข็งและฉีดเข้าไปในแม่พิมพ์ เนื่องจากวัสดุมีความแข็งบางส่วน จึงไหลได้อย่างคาดเดาได้มากขึ้น โดยมีความปั่นป่วนน้อยกว่าและมีรูพรุนน้อยกว่าการหล่อแบบทั่วไป การศึกษาวิจัยได้แสดงให้เห็นว่า thixocast 6061-T6 สามารถรับแรงดึงได้ 280–310 MPa ใกล้เคียงกับเกณฑ์มาตรฐานที่ทำไว้มาก ข้อจำกัดคือต้นทุน: กระบวนการเตรียมบิลเล็ต (วิธี SIMA หรือ MHD) จะเพิ่มค่าใช้จ่าย และกรอบเวลากระบวนการแคบลง ซึ่งจำเป็นต้องควบคุมอุณหภูมิอย่างเข้มงวด การประมวลผล SSM ของ 6061 ใช้ในส่วนประกอบของยานยนต์และการบินและอวกาศ ซึ่งต้องมีสมรรถนะทางกลและรูปทรงที่ซับซ้อนอยู่ร่วมกัน แต่ไม่ใช่กระบวนการผลิตทั่วไป
การหล่อด้วยแรงดันสูงเทียบกับกระบวนการแรงดันต่ำและแรงโน้มถ่วง: ผลกระทบต่อความมีชีวิตของ 6061
การแยกประเภทระหว่างกลุ่มกระบวนการหล่อต่างๆ เป็นสิ่งที่คุ้มค่า เนื่องจากความท้าทายของ 6061 จะแตกต่างกันอย่างมากขึ้นอยู่กับแรงกดในการเติมและความเร็ว
- การหล่อด้วยแรงดันสูง (HPDC) : แรงดันการฉีด 10,000–30,000 psi เวลาเติม 10–100 ms 6061 ไม่เหมาะสมอย่างยิ่ง การผสมผสานระหว่างความไหลต่ำ ความไวต่อการแตกร้าวจากความร้อน และการบัดกรีด้วยแม่พิมพ์ ทำให้การผลิตที่เชื่อถือได้เป็นไปไม่ได้ในระดับเชิงพาณิชย์
- การหล่อด้วยแรงดันต่ำ (LPDC) : แรงกดดัน 5–15 psi (0.03–0.1 MPa) อัตราการเติมช้ากว่ามาก 6061 ค่าโดยสารดีกว่าที่นี่ LPDC ใช้สำหรับการผลิตล้อและการหล่อโครงสร้างยานยนต์บางส่วน การเติมที่ช้าลงจะช่วยลดความปั่นป่วนและช่วยให้โลหะผสมบางชนิดที่มีความลื่นไหลต่ำกว่าสามารถทำงานได้ในระดับที่ยอมรับได้ 6061 สามารถหล่อด้วยแรงดันต่ำโดยมีการจัดการอุณหภูมิที่เหมาะสม แม้ว่าจะต้องมีการควบคุมกระบวนการอย่างระมัดระวังก็ตาม
- แม่พิมพ์ถาวรแรงโน้มถ่วง (GPM / การหล่อเย็น) : ไม่มีแรงกด; โลหะจะเติมด้วยแรงโน้มถ่วง นี่เป็นกระบวนการหล่อที่ให้อภัยได้มากที่สุดสำหรับ 6061 ในแง่ของความเข้ากันได้ของโลหะผสม การหล่อ GPM ใน 6061 สามารถผ่านกรรมวิธีความร้อน T6 ได้อย่างน่าเชื่อถือ และบรรลุคุณสมบัติทางโครงสร้างที่เป็นประโยชน์ ผิวสำเร็จและความสม่ำเสมอของมิตินั้นด้อยกว่า HPDC แต่โลหะผสมนี้เข้าถึงกระบวนการได้ง่ายกว่ามาก
- การหล่อแบบใช้สุญญากาศช่วย : ตัวแปรหนึ่งของ HPDC ที่มีการดึงสุญญากาศบนช่องแม่พิมพ์ก่อนการฉีดเพื่อลดความพรุน แม้ว่าความช่วยเหลือด้านสุญญากาศจะช่วยเพิ่มความหนาแน่นของชิ้นส่วนและช่วยให้สามารถบำบัดความร้อนในโลหะผสมหล่อแบบมาตรฐานได้ แต่ก็ไม่สามารถแก้ไขปัญหาการไหลพื้นฐานหรือการแตกร้าวจากความร้อนที่เกี่ยวข้องกับ 6061 ในบริบทของ HPDC
สิ่งที่นำไปใช้ได้จริงก็คือ หากการหล่อแบบตายตัวหมายถึง HPDC โดยเฉพาะ ซึ่งใช้ในอุตสาหกรรมส่วนใหญ่ ก็ควรหลีกเลี่ยง 6061 หากกระบวนการแรงดันต่ำหรือแรงโน้มถ่วงอยู่ภายในขอบเขต 6061 ก็จะกลายเป็นตัวเลือกที่เหมาะสม โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนโครงสร้างที่ต้องใช้ความร้อน T6
การเปรียบเทียบราคา: การหล่อด้วย A380 กับกระบวนการทางเลือกด้วย 6061
ต้นทุนเป็นหนึ่งในปัจจัยขับเคลื่อนที่พบบ่อยที่สุดที่อยู่เบื้องหลังคำถามว่าจะหล่อแบบ 6061 หรือไม่ โดยทั่วไปแล้ว นักออกแบบต้องการคุณสมบัติของวัสดุ 6061 แต่เศรษฐศาสตร์ต่อชิ้นส่วนของการหล่อแบบตายตัว การเปรียบเทียบต่อไปนี้ใช้ชิ้นส่วนตัวเรือนโครงสร้างที่เป็นตัวแทนซึ่งมีความซับซ้อนปานกลางเป็นข้อมูลอ้างอิง
| กระบวนการ | แม็ก | ค่าเครื่องมือ (ประมาณ) | ต้นทุนต่อส่วนที่ 10,000/ปี | การรักษาความร้อนเป็นไปได้หรือไม่? |
|---|---|---|---|---|
| HPDC | A380 | 30,000–100,000 ดอลลาร์ | $2–$8 | จำกัด (ความเสี่ยงต่อความพรุน) |
| HPDC (โครงสร้าง) | Silafont-36 | 30,000–100,000 ดอลลาร์ | $3–$10 | ใช่ (ใช้ระบบสุญญากาศ) |
| ดัดแรงโน้มถ่วง แม่พิมพ์ | 6061 | 5,000–20,000 ดอลลาร์ | $8–$20 | ใช่ (ทำได้ T6) |
| การหล่อทราย | 6061 | 1,000–8,000 ดอลลาร์ | $15–$40 | ใช่ (ทำได้ T6) |
| เครื่องจักรกลซีเอ็นซี | 6061 บิลเล็ต | $0–$5,000 (ค่าติดตั้ง) | $20–$80 | ใช่ (สต็อกที่ได้รับการบำบัดล่วงหน้า) |
ข้อมูลแสดงให้เห็นว่า HPDC ที่มี A380 หรือโลหะผสมหล่อแบบมีโครงสร้างให้ต้นทุนต่อชิ้นส่วนต่ำที่สุดในปริมาณมาก แต่ต้องยอมรับวัสดุที่ไม่ใช่ 6061 หากจำเป็นต้องใช้ 6061 อย่างแท้จริง ตัวอย่างเช่น เนื่องจากข้อกำหนดเฉพาะของวัสดุการบินและอวกาศหรือข้อกำหนดการรับรองการกัดกร่อนเฉพาะ การหล่อด้วยแรงโน้มถ่วงหรือการตัดเฉือนเป็นแนวทางที่สมเหตุสมผลทางเศรษฐกิจ โดยยอมรับต้นทุนต่อชิ้นส่วนที่สูงขึ้นเพื่อแลกกับโลหะผสมที่ถูกต้อง
ทางเลือกใหม่ที่เกิดขึ้น: โลหะผสมหล่อขึ้นรูปด้วยองค์ประกอบ
อุตสาหกรรมไม่ได้เพิกเฉยต่อความต้องการอะลูมิเนียมหล่อขึ้นรูปที่มีคุณสมบัติใกล้เคียงกับ 6061 นักพัฒนาโลหะผสมหลายรายและผู้เชี่ยวชาญด้านโรงหล่อได้แนะนำโลหะผสมที่ได้รับการออกแบบมาเพื่อเชื่อมช่องว่างระหว่างโลหะผสมหล่อแบบมาตรฐานและองค์ประกอบชุดดัดขึ้นรูป สิ่งเหล่านี้ควรค่าแก่การรู้สำหรับวิศวกรที่กำลังประเมินทางเลือกของตน
Castasil-37 (อัล-ซี-มก., ธาตุเหล็กต่ำ)
Castasil-37 พัฒนาโดย Rheinfelden Alloys ประกอบด้วยซิลิคอนประมาณ 9–11% โดยมีธาตุเหล็กต่ำมาก (ต่ำกว่า 0.15%) และแมกนีเซียมควบคุม ปริมาณธาตุเหล็กต่ำช่วยลดแนวโน้มการบัดกรีด้วยแม่พิมพ์ได้อย่างมากเมื่อเทียบกับโลหะผสมมาตรฐาน และโลหะผสมสามารถหล่อขึ้นรูปเพื่อสร้างชิ้นส่วนที่บางและซับซ้อนได้ มันไม่ตรงกับการตอบสนองการรักษาความร้อนเต็มรูปแบบของ 6061 แต่คุณสมบัติแบบหล่อนั้นสามารถแข่งขันกับการใช้งานหลายอย่างที่อาจพิจารณา 6061
Aural-2 และ Aural-5
เหล่านี้เป็นอลูมิเนียมอัลลอยด์ปฐมภูมิที่พัฒนาขึ้นโดยเฉพาะสำหรับการหล่อแบบโครงสร้างที่มีความสมบูรณ์สูง โดยเฉพาะอย่างยิ่งในภาคยานยนต์ที่ประสิทธิภาพการชนต้องใช้ทั้งความแข็งแกร่งและความเหนียวสูง Aural-2 บรรลุค่าการยืดตัวที่ 10–15% ในสภาวะ T7 ซึ่งเทียบได้กับ 6061-T6 โลหะผสมเหล่านี้สามารถหล่อได้โดยใช้ HPDC ที่ช่วยสุญญากาศ จากนั้นจึงอบชุบด้วยความร้อนโดยไม่มีการพองตัวอย่างมีนัยสำคัญ ซึ่งแสดงถึงคุณสมบัติที่ใกล้เคียงที่สุดกับคุณสมบัติ 6061 ในรูปแบบหล่อขึ้นรูป
โลหะผสมซีรีส์ 6xxx ที่เพิ่มประสิทธิภาพ Hpdc (ขั้นตอนการวิจัย)
กลุ่มวิจัยทางวิชาการและอุตสาหกรรมได้พัฒนาโลหะผสมซีรีส์ 6xxx ที่ได้รับการดัดแปลงพร้อมการเติมซิลิคอนที่เพิ่มขึ้นโดยมีจุดประสงค์เพื่อปรับปรุงประสิทธิภาพการหล่อแบบตายตัว ขณะเดียวกันก็รักษาการตอบสนองที่แข็งตัวตามอายุบางส่วนไว้ สิ่งเหล่านี้ยังไม่ได้กำหนดขึ้นในเชิงพาณิชย์ในวงกว้าง แต่ผลการผลิตนำร่องที่ตีพิมพ์ในวารสาร เช่น Journal of Materials Processing Technology แนะนำว่าโลหะผสมที่มี Si 3–5% และการเติม Mg ที่สมดุลสามารถบรรลุความต้านทานแรงดึงที่ 280–300 MPa หลังจากการบำบัด T5 จาก HPDC นี่ยังคงเป็นพื้นที่สำคัญของการพัฒนา แทนที่จะเป็นตัวเลือกการผลิตแบบพร้อมใช้
คู่มือการตัดสินใจเชิงปฏิบัติ: การเลือกระหว่าง 6061 และโลหะผสมหล่อขึ้นรูป
กรอบการตัดสินใจต่อไปนี้มีจุดมุ่งหมายเพื่อช่วยให้วิศวกรและนักออกแบบผลิตภัณฑ์ระบุเส้นทางที่เหมาะสมสำหรับสถานการณ์เฉพาะของตนได้อย่างรวดเร็ว
- หากปริมาณประจำปีของคุณเกิน 5,000 ชิ้นส่วน และความซับซ้อนทางเรขาคณิตสูง การหล่อด้วย A380 หรือโครงสร้างโลหะผสมถือเป็นกระบวนการที่ถูกต้อง ประเมินใหม่ว่าคุณสมบัติ 6061 จำเป็นจริงๆ หรือเพียงแค่คุ้นเคยเท่านั้น
- หากจำเป็นต้องมีการชุบอโนไดซ์เพื่อการตกแต่งสำหรับชิ้นส่วนที่เสร็จแล้ว การหล่อด้วยแม่พิมพ์ถือเป็นกระบวนการที่ผิดโดยสิ้นเชิง ใช้การอัดขึ้นรูปหรือเครื่องจักร 6061 พร้อมการรักษาพื้นผิวที่เหมาะสม
- หากต้องการความแข็งแรงของครากที่มากกว่า 200 MPa จากชิ้นส่วนหล่อ ให้ประเมิน HPDC ที่ช่วยสุญญากาศด้วย Silafont-36 หรือ Aural-2 ก่อนที่จะหันไปใช้กระบวนการหล่อด้วยแรงโน้มถ่วงด้วย 6061
- หากข้อกำหนดเฉพาะของโลหะผสมได้รับการแก้ไขโดยลูกค้า หน่วยงานกำกับดูแล หรือมาตรฐานการบินและอวกาศที่อ้างถึง 6061 ห้ามใช้แทน ใช้การหล่อแบบแรงโน้มถ่วง การหล่อทราย หรือการตีขึ้นรูป
- หากปริมาณน้อยกว่า 1,000 ชิ้นส่วนต่อปีและรูปทรงเอื้ออำนวย การตัดเฉือน CNC จากสต็อก 6061-T6 จะให้คุณสมบัติทางกลที่ดีที่สุดโดยใช้เงินลงทุนด้านเครื่องมือต่ำที่สุด
- หากการลดน้ำหนักและประสิทธิภาพของโครงสร้างเป็นตัวขับเคลื่อนหลัก ให้พิจารณาว่าการตีขึ้นรูป 6061 นั้นสมเหตุสมผลหรือไม่ การตีขึ้นรูปสามารถลดน้ำหนักชิ้นส่วนลงได้ 15–30% เมื่อเทียบกับชิ้นส่วนหล่อที่เทียบเท่ากัน เนื่องจากอัตราส่วนความแข็งแรงต่อน้ำหนักที่เหนือกว่าทำให้ชิ้นส่วนบางลง
ไม่มีคำตอบเดียวที่เหมาะกับทุกผลิตภัณฑ์ แต่ความเห็นพ้องต้องกันของอุตสาหกรรมที่สอดคล้องกันนั้นชัดเจน: อย่าพยายามฉีดขึ้นรูปด้วยแรงดันสูงด้วยอะลูมิเนียม 6061 หากเป้าหมายคือผลลัพธ์คุณภาพการผลิตที่เชื่อถือได้ ความไม่ตรงกันทางโลหะวิทยาระหว่างองค์ประกอบของ 6061 และความต้องการของกระบวนการหล่อขึ้นรูปไม่ใช่ความท้าทายทางวิศวกรรมที่จะเอาชนะได้ด้วยการปรับปรุงกระบวนการให้เหมาะสม — แต่เป็นปัญหาพื้นฐานในการเลือกวัสดุที่แก้ไขได้ดีที่สุดโดยการเลือกโลหะผสมที่เหมาะสมสำหรับกระบวนการที่เหมาะสมตั้งแต่เริ่มต้น