วิธีการหล่อแบบพื้นฐานสองวิธี: ห้องร้อนและห้องเย็น
วิธีการหล่อแบบพื้นฐานมี 2 วิธีคือ ห้องหล่อร้อน และ ห้องเย็นหล่อตาย . กระบวนการทั้งสองนี้มีเป้าหมายพื้นฐานเดียวกัน นั่นคือการบังคับโลหะที่หลอมละลายให้กลายเป็นแม่พิมพ์เหล็กชุบแข็งภายใต้แรงดันสูงเพื่อผลิตชิ้นส่วนที่แม่นยำและทำซ้ำได้ แต่จะแตกต่างกันอย่างมากในวิธีการหลอม จัดการ และฉีดโลหะ การเลือกวิธีการสำหรับโลหะผสมหรือรูปทรงชิ้นส่วนที่ไม่ถูกต้องอาจส่งผลให้การเติมไม่ดี ความพรุนมากเกินไป การสึกหรอของแม่พิมพ์ก่อนกำหนด และอัตราเศษที่มีราคาแพง การทำความเข้าใจว่าอะไรที่ทำให้ทั้งสองวิธีนี้แยกจากกันเป็นจุดเริ่มต้นสำหรับการตัดสินใจเรื่องการหล่อแบบจริงจัง
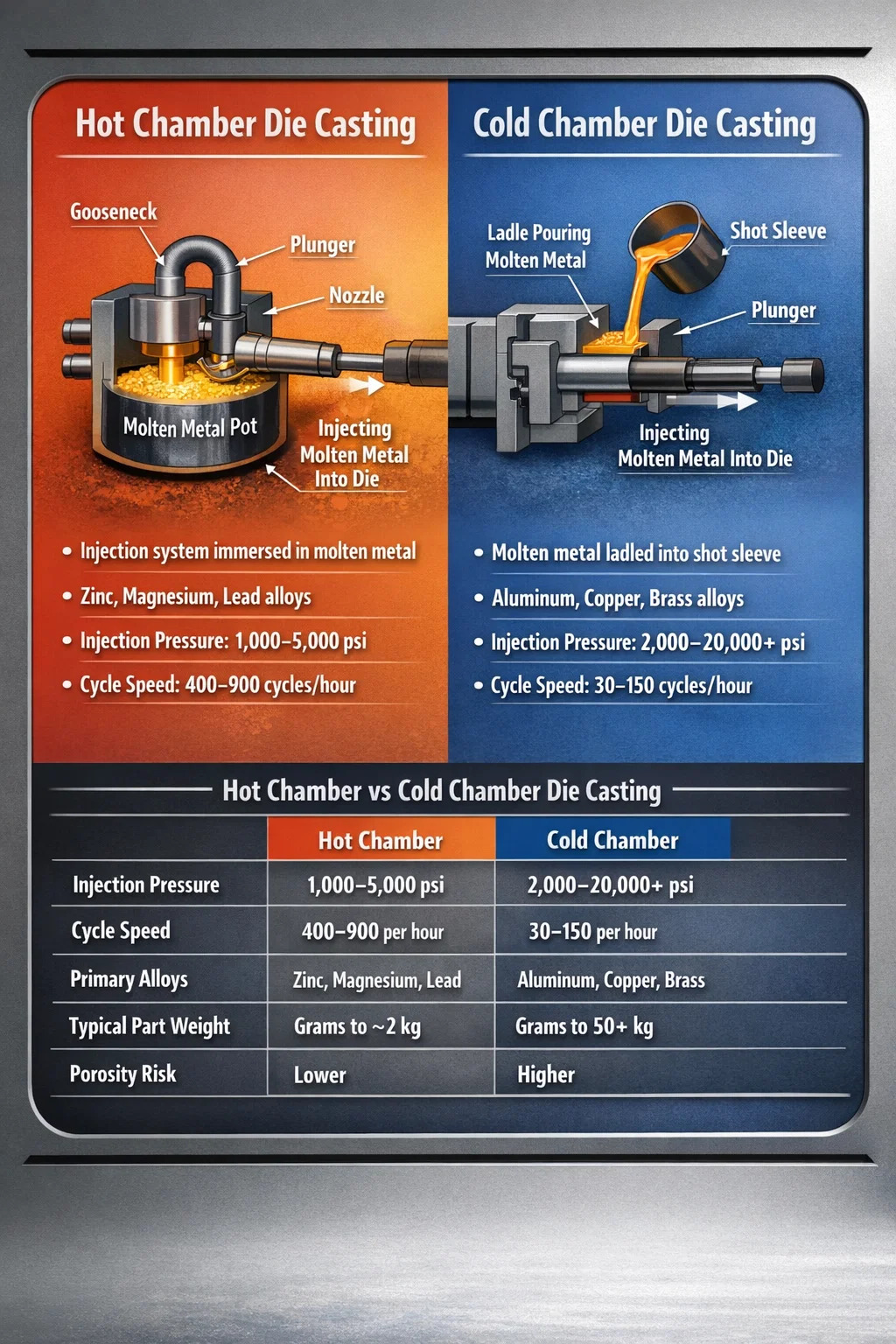
ในห้องร้อน หล่อตาย กลไกการฉีดจะจมอยู่ใต้น้ำโดยตรงในอ่างโลหะหลอมเหลว เครื่องดึงโลหะเข้าไปในกระบอกสูบโดยอัตโนมัติและฉีดเข้าไปในแม่พิมพ์ในวงจรที่ต่อเนื่องและรวดเร็ว ในการหล่อแบบห้องเย็น โลหะจะถูกหลอมในเตาหลอมที่แยกจากกัน จากนั้นจึงตักใส่ใน shot sleeve ด้วยตนเองหรือโดยอัตโนมัติก่อนแต่ละรอบการฉีด แต่ละวิธีมีโลหะผสมเฉพาะที่สามารถจัดการได้ดี ช่วงความดันเฉพาะที่ทำงานภายใน และปริมาณการผลิตเฉพาะที่เหมาะสมซึ่งสมเหตุสมผลทางเศรษฐกิจ
การหล่อแบบห้องร้อน: กระบวนการทำงานอย่างไร
การหล่อแบบห้องร้อน - บางครั้งเรียกว่าการหล่อแบบคอห่าน - ช่วยให้ระบบฉีดแช่อยู่ในหม้อโลหะหลอมเหลวอย่างถาวร ส่วนประกอบหลักคือช่องโลหะรูปคอห่าน ลูกสูบ และหัวฉีดที่วางติดกับแม่พิมพ์โดยตรง เมื่อลูกสูบหดกลับ โลหะหลอมเหลวจะไหลผ่านช่องเข้าไปในคอห่าน เมื่อลูกสูบเคลื่อนตัวไปข้างหน้า มันจะปิดผนึกพอร์ตและบังคับโลหะผ่านหัวฉีดและเข้าไปในโพรงแม่พิมพ์ที่ความดันโดยทั่วไปตั้งแต่ 1,000 ถึง 5,000 psi (7 ถึง 35 MPa) .
เนื่องจากโลหะไม่เคยออกจากระบบทำความร้อนระหว่างช็อต วงจรจึงเร็วมาก เครื่องห้องร้อนมักจะบรรลุผลสำเร็จ 400 ถึง 900 รอบต่อชั่วโมง สำหรับชิ้นส่วนขนาดเล็ก ทำให้เหมาะสำหรับการผลิตส่วนประกอบในปริมาณมาก เช่น ขั้วต่อไฟฟ้า ตัวเรือนคาร์บูเรเตอร์ อุปกรณ์ล็อค และชิ้นส่วนของเล่น การกำจัดขั้นบันไดที่แยกจากกันจะช่วยลดทั้งรอบเวลาและความเสี่ยงต่อการเปลี่ยนแปลงของอุณหภูมิระหว่างช็อต
โลหะผสมเข้ากันได้กับการหล่อห้องร้อน
การหล่อแบบห้องร้อนนั้นจำกัดเฉพาะโลหะผสมที่มีจุดหลอมเหลวต่ำซึ่งจะไม่โจมตีหรือละลายส่วนประกอบเหล็กและเหล็กกล้าของระบบหัวฉีด วัสดุที่พบบ่อยที่สุดคือ:
- โลหะผสมสังกะสี (Zamak 2, 3, 5, 7) — ปัจจุบันมีการใช้กันอย่างแพร่หลายมากที่สุด โดยมีจุดหลอมเหลวประมาณ 380–420°C
- โลหะผสมแมกนีเซียม (AZ91D, AM60) — ใช้มากขึ้นในระบบห้องร้อนที่มีการออกแบบเครื่องจักรเฉพาะทาง
- โลหะผสมตะกั่วและดีบุก — ใช้ในการใช้งานเฉพาะปริมาณน้อย
ไม่สามารถแปรรูปอลูมิเนียม ทองแดง และทองเหลืองในเครื่องห้องร้อนได้ อุณหภูมิหลอมเหลวที่สูงขึ้น — อลูมิเนียมละลายประมาณ 660°C ทองเหลืองประมาณ 900°C — จะละลายส่วนประกอบที่เป็นเหล็กของคอห่านและลูกสูบอย่างรวดเร็ว ทำลายเครื่องจักรและปนเปื้อนสารหลอมภายในไม่กี่ชั่วโมงของการทำงาน
น้ำหนักเครื่องจักรและขนาดชิ้นส่วนในการทำงานในห้องร้อน
เครื่องห้องร้อนโดยทั่วไปมีจำหน่ายในรูปแบบแรงจับยึดตั้งแต่ ต่ำกว่า 5 ตัน จนถึงประมาณ 900 ตัน แม้ว่างานห้องร้อนส่วนใหญ่จะทำกับเครื่องจักรในช่วง 5 ถึง 400 ตันก็ตาม น้ำหนักชิ้นส่วนสำหรับการหล่อสังกะสีโดยทั่วไปจะอยู่ระหว่างไม่กี่กรัมจนถึงประมาณ 2 กิโลกรัม แม้ว่าชิ้นส่วนที่หนักกว่าจะสามารถทำได้ในเครื่องจักรขนาดใหญ่ก็ตาม ผนังบางที่ทำด้วยสังกะสีได้ — ซึ่งโดยปกติแล้วจะลดลงเหลือ 0.5 มม. ในเครื่องมือที่มีความแม่นยำ — ทำให้การหล่อห้องร้อนเป็นกระบวนการที่ต้องดำเนินการสำหรับส่วนประกอบขนาดเล็กและมีรายละเอียด
การหล่อแบบห้องเย็น: กระบวนการทำงานอย่างไร
การหล่อแบบห้องเย็นจะแยกเตาหลอมออกจากระบบหัวฉีดโดยสิ้นเชิง โลหะถูกหลอมในเตาหลอมภายนอก จากนั้นจึงถ่ายโอนโดยใช้ทัพพี ทัพพีอัตโนมัติ หรือปั๊มแม่เหล็กไฟฟ้า ลงใน shot sleeve แนวนอนหรือแนวตั้ง เมื่อโลหะมีปริมาตรที่ถูกต้องในปลอก ลูกสูบฉีดจะเคลื่อนไปข้างหน้าและบังคับโลหะเข้าไปในแม่พิมพ์ที่ความดันที่สูงกว่าอุปกรณ์ห้องร้อนอย่างมาก: โดยทั่วไป 2,000 ถึง 20,000 psi (14 ถึง 140 MPa) โดยมีการทำงานแรงดันสูงเกินช่วงดังกล่าวสำหรับชิ้นส่วนอะลูมิเนียมที่มีผนังบาง
การแยกเตาออกจากเครื่องจักรหมายความว่าส่วนประกอบการฉีดไม่ได้สัมผัสกับโลหะหลอมเหลวอย่างต่อเนื่อง พวกมันจะถูกเปิดเผยในช่วงเวลาสั้นๆ ของการยิงเท่านั้น ซึ่งช่วยให้สามารถใช้โลหะที่จะทำลายระบบห้องร้อนได้ ข้อเสียคือรอบเวลาช้าลง — การทำงานของห้องเย็นส่วนใหญ่ดำเนินไป 30 ถึง 150 นัดต่อชั่วโมง ขึ้นอยู่กับน้ำหนักชิ้นส่วน ความหนาของผนัง และโลหะผสม — และขั้นตอนกระบวนการเพิ่มเติมที่อาจทำให้เกิดการเปลี่ยนแปลงของอุณหภูมิได้หากไม่ได้รับการควบคุมอย่างระมัดระวัง
โลหะผสมที่ใช้ในการหล่อแบบห้องเย็น
การหล่อแบบห้องเย็นรองรับโลหะผสมหลายประเภทที่มีอุณหภูมิหลอมเหลวสูงกว่า ได้แก่:
- อลูมิเนียมอัลลอยด์ (A380, A383, A360, ADC12) — วัสดุหลักในงานห้องเย็น ใช้ในยานยนต์ การบินและอวกาศ และอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค
- โลหะผสมทองแดงและทองเหลือง — ใช้สำหรับส่วนประกอบประปา ขั้วต่อไฟฟ้า และอุปกรณ์ทางทะเลที่ความต้านทานการกัดกร่อนและความแข็งแรงมีความสำคัญ
- โลหะผสมแมกนีเซียม (AZ91D, AM50) — พบมากขึ้นในห้องเย็นสำหรับชิ้นส่วนโครงสร้างขนาดใหญ่ แม้ว่าแมกนีเซียมก็สามารถแปรรูปได้ในระบบห้องร้อนเช่นกัน
- ซิลิกอนทอมบัคและโลหะผสมทองแดงฐานพิเศษ — ใช้ในการใช้งานที่มีความแม่นยำเฉพาะกลุ่ม
อลูมิเนียมอัลลอยด์ A380 เป็นโลหะผสมที่ใช้ในการหล่อขึ้นรูปที่ใช้กันอย่างแพร่หลายมากที่สุดในโลก และเกือบทั้งหมดได้รับการประมวลผลผ่านเครื่องห้องเย็น มีการผสมผสานที่ยอดเยี่ยมระหว่างความสามารถในการหล่อ ความแข็งแรงทางกล (ความต้านทานแรงดึงประมาณ 317 MPa) ความต้านทานการกัดกร่อน และราคา ซึ่งเป็นเหตุผลว่าทำไมจึงครองการหล่อโครงสร้างยานยนต์ แผงระบายความร้อน และตัวเรือนมอเตอร์
น้ำหนักเครื่องจักรและขนาดชิ้นส่วน
เครื่องจักรห้องเย็นมีขนาดใหญ่กว่าอุปกรณ์ห้องร้อนอย่างมาก แรงจับยึดมีตั้งแต่รอบๆ ตั้งแต่ 150 ตัน ถึง 6,000 ตันขึ้นไป สำหรับเครื่อง mega-casting ที่ใช้ในแอปพลิเคชั่น gigacasting ในยานยนต์ เครื่องอัดห้องเย็นขนาด 4,000 ตันที่ผู้ผลิตยานยนต์ใช้สามารถสร้างส่วนใต้ท้องรถด้านหลังที่สมบูรณ์ของยานพาหนะ ซึ่งเป็นการหล่ออะลูมิเนียมเดี่ยวที่แทนที่ชิ้นส่วนเหล็กที่มีการประทับตราและเชื่อมมากกว่า 70 ชิ้นในครั้งเดียว Tesla ทำให้แนวทางนี้แพร่หลายด้วยเทคโนโลยี Giga Press และตั้งแต่นั้นเป็นต้นมา แนวทางดังกล่าวก็ได้รับการยอมรับจาก OEM หลายรายทั่วโลก
การเปรียบเทียบโดยตรง: ห้องร้อนกับห้องเย็นหล่อตาย
ตารางด้านล่างสรุปความแตกต่างที่สำคัญระหว่างวิธีการหล่อด้วยแม่พิมพ์ทั้งสองวิธีในพารามิเตอร์ที่สำคัญที่สุดในการวางแผนการผลิต:
| พารามิเตอร์ | ห้องร้อน | ห้องเย็น |
|---|---|---|
| แรงดันในการฉีด | 1,000–5,000 ปอนด์ต่อตารางนิ้ว | 2,000–20,000 ปอนด์ต่อตารางนิ้ว |
| ความเร็วรอบ | 400–900 รอบ/ชั่วโมง | 30–150 รอบ/ชม |
| โลหะผสมปฐมภูมิ | สังกะสี แมกนีเซียม ตะกั่ว | อลูมิเนียม ทองแดง ทองเหลือง แมกนีเซียม |
| ช่วงน้ำหนักเครื่อง | 5–900 ตัน | 150–6,000 ตัน |
| การสัมผัสอุณหภูมิโลหะกับเครื่องจักร | ต่อเนื่อง | ต่อช็อตเท่านั้น |
| น้ำหนักชิ้นส่วนทั่วไป | กรัม ถึง ~2 กก | กรัมถึง 50 กก |
| ความเสี่ยงต่อความพรุน | ต่ำกว่า (โอกาสในการขึ้นเครื่องทางอากาศน้อยลง) | สูงกว่า (ต้องมีการควบคุมโปรไฟล์ช็อตอย่างระมัดระวัง) |
| ค่าเครื่องมือ | ต่ำถึงปานกลาง | ปานกลางถึงสูง |
ข้อควรพิจารณาในการออกแบบแม่พิมพ์ที่แตกต่างกันระหว่างสองวิธี
ตัวแม่พิมพ์ซึ่งเป็นแม่พิมพ์เหล็กกล้าเครื่องมือ H13 ชุบแข็งซึ่งใช้บังคับโลหะหลอมเหลว มีแนวคิดคล้ายกันในทั้งสองกระบวนการ แต่ข้อกำหนดทางวิศวกรรมจะแตกต่างกันไปขึ้นอยู่กับแรงกดดันที่เกี่ยวข้องและภาระความร้อนที่ใช้
การออกแบบประตูและระบบวิ่ง
ในห้องร้อน dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 ถึง 50 ม./วินาที .
แม่พิมพ์ห้องเย็นสำหรับอะลูมิเนียมต้องใช้รูปทรงของนักวิ่งอย่างระมัดระวังเพื่อจัดการความหนืดที่สูงขึ้นของอะลูมิเนียมที่อุณหภูมิการหล่อ และความเสี่ยงของการแข็งตัวก่อนเวลาอันควรระหว่างการเติม โดยทั่วไปความเร็วเกตของอะลูมิเนียมจะเป็นเป้าหมาย 40 ถึง 60 ม./วินาที และโปรไฟล์ช็อต — เฟสช้า เฟสเร็ว และแรงดันเพิ่มความเข้มข้น — จะต้องได้รับการตั้งโปรแกรมอย่างแม่นยำเพื่อหลีกเลี่ยงการเติมแบบปั่นป่วน ซึ่งเป็นตัวขับเคลื่อนหลักของความพรุนในการหล่ออะลูมิเนียม
การจัดการความร้อนและอายุการใช้งานของแม่พิมพ์
แม่พิมพ์ทั้งสองประเภทอาศัยน้ำภายในหรือช่องระบายความร้อนด้วยน้ำมันเพื่อจัดการความร้อน แต่แม่พิมพ์อลูมิเนียมห้องเย็นต้องเผชิญกับการเปลี่ยนแปลงอุณหภูมิที่สูงกว่า เนื่องจากความแตกต่างของอุณหภูมิที่มากขึ้นระหว่างอลูมิเนียมหลอมเหลว (~ 680°C ที่การหล่อ) และอุณหภูมิพื้นผิวของแม่พิมพ์ (โดยทั่วไปจะคงไว้ที่ 180–260°C) วงจรความร้อนนี้เป็นตัวขับเคลื่อนหลักในการตรวจสอบความร้อน ซึ่งเป็นโครงข่ายของรอยแตกบนพื้นผิวเล็กๆ ซึ่งจะทำให้คุณภาพพื้นผิวของแม่พิมพ์ลดลงในที่สุด ห้องเย็น H13 แม่พิมพ์สำหรับอะลูมิเนียมมักจะมีอายุการใช้งาน 100,000 ถึง 300,000 นัด ในขณะที่สังกะสีในห้องร้อนสามารถวิ่งไปได้ 1 ล้านช็อตขึ้นไป ก่อนที่จะต้องปรับปรุงแก้ไขครั้งใหญ่
ความพรุน: ความท้าทายด้านคุณภาพที่สำคัญในทั้งสองวิธี
ความพรุน — ช่องว่างภายในการหล่อที่เกิดจากก๊าซที่ติดอยู่หรือการหดตัว — เป็นข้อกังวลหลักในการหล่อแบบตายตัวไม่ว่าจะใช้วิธีการใดก็ตาม แต่สาเหตุและวิธีแก้ไขจะแตกต่างกันระหว่างกระบวนการในห้องร้อนและห้องเย็น
ในห้องร้อน die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
ในการหล่อแบบห้องเย็น ปลอกกระสุนแบบเปิดเป็นแหล่งสำคัญของการกักเก็บอากาศ เมื่อลูกสูบเคลื่อนตัวไปข้างหน้า มันจะต้องดันอากาศที่บรรจุอยู่ในปลอกไว้ข้างหน้าโลหะ ความเร็วช็อตช้าที่เหมาะสม — โดยทั่วไป 0.1 ถึง 0.5 ม./วินาที ในช่วงแรก — ปล่อยให้คลื่นของโลหะก่อตัวและดันอากาศไปข้างหน้าไปยังบ่อน้ำล้นและช่องระบายอากาศ ก่อนที่จะเริ่มการฉีดแบบฉีดเร็ว การทำให้จุดเปลี่ยนนี้ผิดพลาดโดยการเคลื่อนที่ของลูกสูบเพียงไม่กี่มิลลิเมตร อาจส่งผลให้ระดับความพรุนสูงขึ้น 10 ถึง 20% ในชิ้นงานที่เสร็จแล้ว แม่พิมพ์หล่อแบบใช้สุญญากาศช่วยจะอพยพโพรงแม่พิมพ์และปลอกกระสุนออกก่อนการฉีด สามารถลดความพรุนในชิ้นส่วนอะลูมิเนียมในห้องเย็นให้อยู่ในระดับที่ช่วยให้สามารถอบชุบด้วยความร้อนและเชื่อมโครงสร้างได้ ซึ่งความสามารถนี้ไม่สามารถทำได้ด้วยการหล่ออะลูมิเนียมหล่อแบบทั่วไป
เมื่อใดควรเลือกการหล่อแบบห้องร้อน
การหล่อแบบห้องร้อนเป็นตัวเลือกที่เหมาะสมเมื่อมีเงื่อนไขต่อไปนี้:
- วัสดุชิ้นส่วนคือสังกะสี แมกนีเซียม หรือโลหะผสมที่มีจุดหลอมเหลวต่ำอื่นๆ ที่เข้ากันได้กับระบบคอห่าน
- ปริมาณการผลิตอยู่ในระดับสูง โดยทั่วไปจะมีชิ้นส่วนมากกว่า 50,000 ถึง 100,000 ชิ้นต่อปี เพื่อพิสูจน์การลงทุนด้านเครื่องมือ
- น้ำหนักชิ้นส่วนค่อนข้างต่ำ โดยทั่วไปแล้วจะต่ำกว่า 1 ถึง 2 กิโลกรัมสำหรับสังกะสี
- ความเที่ยงตรงของขนาดเป็นสิ่งสำคัญ — การหล่อด้วยสังกะสีมักจะให้พิกัดความเผื่อ ±0.05 มม. บนคุณสมบัติที่สำคัญโดยไม่ต้องตัดเฉือนขั้นที่สอง
- จำเป็นต้องมีผนังบาง — สามารถหล่อสังกะสีกับผนังที่มีความหนาต่ำกว่า 0.5 มม. ด้วยเครื่องมือที่ปรับให้เหมาะสม
- คุณภาพการตกแต่งพื้นผิวเป็นสิ่งสำคัญ — การหล่อสังกะสีมีพื้นผิวแบบหล่อที่ยอดเยี่ยม เหมาะสำหรับการชุบโดยตรงหรือการทาสีโดยไม่ต้องเตรียมการอย่างละเอียด
อุตสาหกรรมทั่วไปที่ใช้แม่พิมพ์หล่อในห้องร้อน ได้แก่ อุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค (ตัวเชื่อมต่อ ขายึด บานพับ) ยานยนต์ (ตัวล็อค ส่วนประกอบระบบเชื้อเพลิง ตัวเรือนเซ็นเซอร์) ฮาร์ดแวร์ (มือจับประตู อุปกรณ์เฟอร์นิเจอร์) และของเล่นและสินค้าแปลกใหม่
เมื่อใดควรเลือกการหล่อแบบห้องเย็น
การหล่อแบบห้องเย็นเป็นกระบวนการที่เหมาะสมเมื่อ:
- โลหะผสมได้แก่อะลูมิเนียม ทองแดง ทองเหลือง หรือวัสดุที่มีจุดหลอมเหลวสูงซึ่งเข้ากันไม่ได้กับอุปกรณ์ห้องร้อน
- ขนาดและน้ำหนักของชิ้นส่วนเกินขีดจำกัดในทางปฏิบัติของอุปกรณ์ห้องร้อน
- จำเป็นต้องมีประสิทธิภาพเชิงโครงสร้าง — การหล่อแบบอะลูมิเนียมมีอัตราส่วนความแข็งแรงต่อน้ำหนักดีกว่าสังกะสีอย่างมากสำหรับการใช้งานที่รับน้ำหนัก
- จำเป็นต้องมีความต้านทานการกัดกร่อนในสภาพแวดล้อมที่รุนแรง - ชั้นออกไซด์ตามธรรมชาติของอลูมิเนียมให้การปกป้องที่โลหะผสมสังกะสีในบางสภาพแวดล้อมไม่สามารถจับคู่ได้หากไม่มีการเคลือบ
- การใช้งานนี้อยู่ในระบบส่งกำลังของยานยนต์ โครงยึดอากาศยาน หรืออุปกรณ์อุตสาหกรรมที่การผสมผสานระหว่างน้ำหนักเบาและความสมบูรณ์ของโครงสร้างทำให้ต้นทุนเครื่องมือและเครื่องจักรสูงขึ้น
การใช้งานหล่อแบบหล่อในห้องเย็นที่สำคัญ ได้แก่ ตัวเรือนเกียร์ของยานยนต์ เสื้อสูบ กล่องแบตเตอรี่รถยนต์ไฟฟ้า แชสซีเซิร์ฟเวอร์คอมพิวเตอร์ ตัววาล์วไฮดรอลิก และส่วนประกอบมอเตอร์ติดท้ายเรือเดินทะเล ตลาดอลูมิเนียมหล่อขึ้นรูปทั่วโลกเพียงอย่างเดียวมีมูลค่ามากกว่า 50 พันล้านดอลลาร์สหรัฐในปี 2566 สะท้อนให้เห็นถึงความโดดเด่นของการหล่ออลูมิเนียมห้องเย็นในการผลิตสมัยใหม่
โครงสร้างต้นทุน: การใช้เครื่องมือ เวลาของเครื่องจักร และเศรษฐศาสตร์ต่อชิ้นส่วน
ความประหยัดของการหล่อแบบตายตัวขึ้นอยู่กับวิธีการที่ใช้เป็นอย่างมาก เนื่องจากทั้งสองกระบวนการมีรูปแบบต้นทุนที่แตกต่างกันมาก
ต้นทุนเครื่องมือ
เครื่องมือหล่อแบบตายตัวมีราคาแพงไม่ว่าจะใช้วิธีใดก็ตาม เนื่องจากแม่พิมพ์จะต้องทนทานต่อรอบแรงดันนับล้านรอบในสภาพแวดล้อมที่มีการเสียดสีและต้องใช้ความร้อน สังกะสีห้องร้อนสำหรับชิ้นส่วนที่ซับซ้อนปานกลาง โดยทั่วไปจะมีราคาอยู่ระหว่าง 15,000 ดอลลาร์ และ 80,000 ดอลลาร์ . อะลูมิเนียมห้องเย็นตายเนื่องจากความซับซ้อนที่เทียบเคียงได้ซึ่งมีต้นทุนมากกว่า — บ่อยครั้ง $30,000 ถึง $150,000 หรือสูงกว่า — เนื่องจากแรงดันในการฉีดที่สูงขึ้นนั้นต้องการโครงสร้างแม่พิมพ์ที่แข็งแกร่งกว่าและวิศวกรรมวงจรทำความเย็นที่ซับซ้อนมากขึ้น ห้องเย็นที่มีโครงสร้างขนาดใหญ่สำหรับงานด้านยานยนต์สามารถใช้งานได้ 500,000 เหรียญสหรัฐหรือมากกว่า .
ต้นทุนต่อชิ้นส่วนและปริมาณคุ้มทุน
เนื่องจากการหล่อแบบมีต้นทุนคงที่สูง (เครื่องมือ การตั้งค่า) และต้นทุนผันแปรต่อชิ้นส่วนที่ค่อนข้างต่ำ (โลหะ เวลาของเครื่องจักร แรงงาน) ทั้งสองวิธีจึงประหยัดที่สุดในปริมาณมาก จุดคุ้มทุน — ที่การหล่อแบบตายตัวมีราคาถูกกว่าทางเลือกอื่น เช่น การหล่อทราย การหล่อแบบลงทุน หรือการตัดเฉือนจากเหล็กแท่งยาว — แตกต่างกันไปตามความซับซ้อนของชิ้นส่วน แต่โดยทั่วไปจะไปถึงจุดใดจุดหนึ่งระหว่าง 10,000 และ 50,000 ชิ้นส่วน สำหรับสังกะสีห้องร้อนและ 20,000 และ 100,000 ชิ้น สำหรับอลูมิเนียมห้องเย็น ขึ้นอยู่กับขนาดชิ้นงานและความซับซ้อนของคุณสมบัติ
ต้นทุนวัสดุเป็นอีกความแตกต่างหนึ่ง โลหะผสมสังกะสี (Zamak 3) มีราคาโดยประมาณ $2.00–$2.50 ต่อกิโลกรัม ในราคาตามสัญญาอุตสาหกรรมทั่วไป อลูมิเนียมอัลลอยด์ A380 วิ่งเข้าใกล้มากขึ้น $2.50–$3.50 ต่อกิโลกรัม แต่ความหนาแน่นที่ต่ำกว่าของอะลูมิเนียม (2.7 ก./ซม. เทียบกับสังกะสี 6.6 ก./ซม. ) หมายความว่าสำหรับปริมาตรชิ้นส่วนที่กำหนด การหล่ออะลูมิเนียมจะใช้โลหะน้อยกว่ามากโดยน้ำหนัก ซึ่งชดเชยส่วนต่างของราคาได้บางส่วน
การเปลี่ยนแปลงที่เกิดขึ้นใหม่ในวิธีการหล่อแบบสองแกน
แม้ว่าห้องร้อนและห้องเย็นยังคงเป็นวิธีการหล่อแบบพื้นฐานสองวิธี แต่กระบวนการหลายรูปแบบได้พัฒนาขึ้นเพื่อจัดการกับข้อจำกัดเฉพาะของแต่ละวิธี
การหล่อแบบสุญญากาศ
นำไปใช้กับทั้งสองวิธี แต่มีความสำคัญอย่างยิ่งสำหรับอะลูมิเนียมห้องเย็น การหล่อแบบสุญญากาศจะอพยพออกจากโพรงแม่พิมพ์และปลอกกระสุนก่อนการฉีด ช่วยลดความพรุนของก๊าซให้อยู่ในระดับที่สามารถผ่านการบำบัดความร้อน T5 และ T6 ทำให้การหล่อโครงสร้างอลูมิเนียมสามารถเชื่อมได้และเหมาะสำหรับการใช้งานที่มีความสำคัญด้านความปลอดภัย เช่น โครงสร้างการชนของรถยนต์และส่วนประกอบของระบบกันสะเทือน เครื่องจักรห้องเย็นที่ใช้ระบบสุญญากาศช่วยลดต้นทุนและความซับซ้อน แต่สามารถลดอัตราของเสียลงได้ 30 ถึง 50% ในการใช้งานที่ไวต่อความพรุน
การหล่อแบบกึ่งแข็ง (Thixocasting และ Rheocasting)
กระบวนการหล่อโลหะกึ่งแข็ง - การหล่อแบบไทโซคาสต์และการหล่อแบบรีโอคาสติ้ง - ฉีดโลหะในสถานะกึ่งแข็งคล้ายสารละลายแทนที่จะหลอมเหลวทั้งหมด สิ่งนี้จะช่วยลดความพรุนได้อย่างมากเนื่องจากโลหะไม่ได้ขนส่งก๊าซที่ละลายในลักษณะเดียวกับโลหะที่เป็นของเหลวทั้งหมด และรูปแบบการเติมที่ไม่ปั่นป่วนจะดักจับอากาศน้อยกว่ามาก กระบวนการกึ่งของแข็งถูกสร้างขึ้นรอบๆ แท่นเครื่องจักรห้องเย็น แต่ใช้โปรไฟล์ช็อตที่ปรับเปลี่ยนและการเตรียมบิลเลตแบบพิเศษ ผลลัพธ์ที่ได้คือการหล่อที่มีคุณสมบัติทางกลใกล้เคียงกับชิ้นส่วนหลอม ชิ้นส่วนอะลูมิเนียม Rheocast A356 มีความต้านทานแรงดึงสูงกว่า 310 MPa ที่มีการยืดตัว 10% ขึ้นไป — ดีกว่าการหล่อแบบห้องเย็น A380 ทั่วไปอย่างมาก
บีบหล่อ
การหล่อแบบบีบ - บางครั้งจัดอยู่ในประเภทการหล่อแบบที่สาม - เป็นการผสมผสานระหว่างหลักการหล่อและการตีขึ้นรูป โลหะถูกเทลงในแม่พิมพ์ที่เปิดอยู่ จากนั้นหมัดจะออกแรงกด 50 ถึง 150 เมกะปาสคาล ในขณะที่โลหะแข็งตัว ขจัดความพรุนจากการหดตัวโดยสิ้นเชิง กระบวนการนี้ใช้แท่นเครื่องจักรห้องเย็นและผลิตชิ้นส่วนที่มีความพรุนเกือบเป็นศูนย์และมีคุณสมบัติทางกลที่ดีเยี่ยม แต่จะช้ากว่าและมีราคาแพงกว่าการหล่อแบบห้องเย็นทั่วไป มันถูกใช้สำหรับส่วนประกอบการบินและอวกาศ คาลิเปอร์เบรกรถยนต์ และการใช้งานที่มีความเครียดสูงอื่นๆ
วิธีการเลือกวิธีการหล่อโลหะให้เหมาะกับชิ้นส่วนของคุณ
การเลือกกระบวนการหล่อตายที่ถูกต้องจะเริ่มต้นด้วยโลหะผสม เนื่องจากโลหะผสมนั้นไม่สามารถต่อรองได้ในการออกแบบส่วนใหญ่ หากข้อกำหนดทางวิศวกรรมกำหนดให้ต้องใช้อะลูมิเนียม — สำหรับน้ำหนัก ความแข็งแรง หรือประสิทธิภาพทางความร้อน — ห้องเย็นเป็นเพียงตัวเลือกเดียวในการหล่อแบบที่ใช้ได้จริง หากสังกะสีเป็นที่ยอมรับหรือต้องการเนื่องจากความแม่นยำ ความสามารถของผนังบาง และความเข้ากันได้ของการชุบ ห้องร้อนจะกลายเป็นเส้นทางที่เร็วกว่าและมีต้นทุนต่ำกว่า
หลังจากเลือกโลหะผสมแล้ว คำถามต่อไปนี้จะช่วยจำกัดการตัดสินใจ:
- ปริมาณประจำปีคืออะไร? ทั้งสองวิธีต้องการปริมาตรจึงจะประหยัด แต่อะลูมิเนียมห้องเย็นต้องใช้ปริมาตรมากกว่าเพื่อชดเชยต้นทุนเครื่องมือที่สูงขึ้น
- น้ำหนักของชิ้นส่วนและน้ำหนักช็อตที่คาดการณ์ไว้คือเท่าไร? ส่วนสังกะสีที่มีน้ำหนักเกิน 2 กิโลกรัมถือว่าผิดปกติ ชิ้นส่วนอะลูมิเนียมที่มีน้ำหนักเกิน 5 กก. อาจต้องใช้เครื่องห้องเย็นขนาดใหญ่มาก
- มีคุณสมบัติที่ไวต่อความพรุนหรือไม่? ทางเดินไฮดรอลิกที่รัดกุมหรือโหนดโครงสร้างที่จะเชื่อมต้องใช้ห้องเย็นช่วยสุญญากาศหรือกระบวนการกึ่งแข็ง
- จำเป็นต้องมีการตกแต่งพื้นผิวแบบใด? การหล่อห้องร้อนสังกะสียอมรับการชุบด้วยไฟฟ้าโดยตรง การหล่ออลูมิเนียมห้องเย็นโดยทั่วไปจะเคลือบด้วยผง ชุบอโนไดซ์ หรือปล่อยทิ้งไว้
- สภาพแวดล้อมการทำงานคืออะไร? อุณหภูมิที่สูงขึ้นกว่า 150°C จะทำให้โลหะผสมสังกะสีขาดคุณสมบัติเนื่องจากการสูญเสียความแข็งแรง อลูมิเนียมทำงานได้ดีถึง 200–250°C ขึ้นอยู่กับโลหะผสม
การแก้ปัญหาเหล่านี้กับโรงหล่อแบบหล่อในระหว่างขั้นตอนการออกแบบ ก่อนที่จะเริ่มใช้เครื่องมือ เป็นวิธีที่น่าเชื่อถือที่สุดในการบรรลุกระบวนการที่เหมาะสมสำหรับการใช้งานของคุณ การตรวจสอบการออกแบบเพื่อการผลิต (DFM) โดยวิศวกรหล่อโลหะที่มีประสบการณ์ สามารถระบุมุมร่าง การเปลี่ยนความหนาของผนัง และตำแหน่งสายการผลิตที่ส่งผลต่อประเภทเครื่องจักรและวิธีการฉีดที่จะให้อัตราเศษที่ต่ำที่สุดและอายุการใช้งานแม่พิมพ์ที่ยาวนานที่สุดสำหรับรูปทรงของชิ้นส่วนเฉพาะของคุณ