บ้าน / ข่าว / ข่าวอุตสาหกรรม / เหตุใดการหล่อทรายจึงเหนือกว่าการหล่อแบบไดคาสติ้งสำหรับการใช้งานหลายประเภท
คำตอบสั้นๆ: การหล่อทรายมีชัยในด้านต้นทุน ความยืดหยุ่น และขนาด
หากคุณกำลังเลือกระหว่างการหล่อทรายและการหล่อแบบตายตัว การตัดสินใจขึ้นอยู่กับสิ่งที่คุณต้องการจริงๆ การหล่อทรายดีกว่าการหล่อแบบตายตัวเมื่อมีงบประมาณด้านเครื่องมือมีจำกัด เมื่อชิ้นส่วนมีขนาดใหญ่หรือซับซ้อนทางเรขาคณิต เมื่อมีปริมาณการผลิตต่ำถึงปานกลาง หรือเมื่อต้องใช้โลหะที่เป็นเหล็ก เช่น เหล็กและเหล็ก การหล่อแบบเป็นเลิศในการผลิตปริมาณมากสำหรับชิ้นส่วนอะลูมิเนียมหรือสังกะสีผนังบางขนาดเล็ก ซึ่งผิวสำเร็จและความสม่ำเสมอของมิติเป็นสิ่งสำคัญ แต่สำหรับการใช้งานทางอุตสาหกรรม วิศวกรรม และต้นแบบที่หลากหลาย การหล่อทรายยังคงเป็นทางเลือกที่ใช้งานได้จริงและประหยัดกว่า
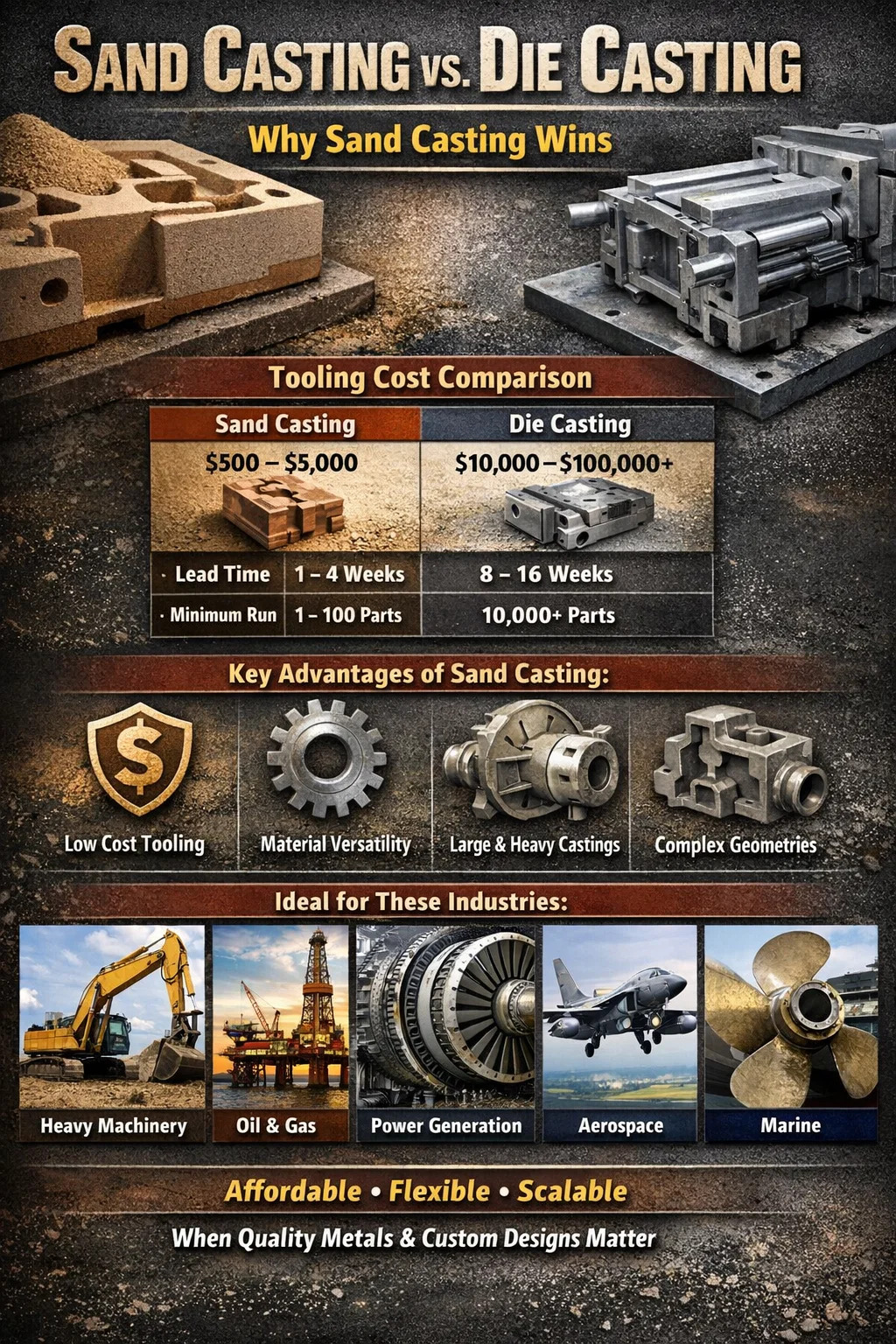
ความแตกต่างพื้นฐานอยู่ที่การใช้เครื่องมือ แม่พิมพ์หล่อแบบตายตัวมีราคาตั้งแต่ต้นจนจบ 10,000 ดอลลาร์ถึงมากกว่า 100,000 ดอลลาร์ ในขณะที่รูปแบบการหล่อทรายมักจะมีราคาอยู่ระหว่าง 500 ดอลลาร์ และ 5,000 ดอลลาร์ . สำหรับสิ่งใดก็ตามที่ขาดการผลิตจำนวนมากต้องใช้หลักแสน ช่องว่างนั้นเพียงอย่างเดียวทำให้การหล่อทรายตัดสินใจทางการเงินได้อย่างชาญฉลาดยิ่งขึ้น
ต้นทุนเครื่องมือ: การหล่อทรายมีข้อได้เปรียบเหนือกว่าการหล่อแบบตายตัว
การหล่อขึ้นรูปต้องใช้แม่พิมพ์เหล็กชุบแข็งที่ต้องทนทานต่อรอบการฉีดหลายพันรอบภายใต้แรงกดดันสูง ซึ่งมักจะอยู่ระหว่าง 1,500 ถึง 25,000 psi การผลิตแม่พิมพ์เหล่านี้ต้องใช้เครื่องจักรที่มีความแม่นยำ การอบชุบด้วยความร้อน และการตรวจสอบคุณภาพอย่างครอบคลุม โดยทั่วไประยะเวลารอคอยสำหรับแม่พิมพ์หล่อแบบตายตัวคือ 8 ถึง 16 สัปดาห์ และเมื่อสร้างเสร็จแล้ว การดัดแปลงจะมีราคาแพงหรือเป็นไปไม่ได้เลยโดยไม่ต้องทำลายเครื่องมือทั้งหมด
ในทางตรงกันข้าม รูปแบบการหล่อทรายนั้นทำจากไม้ เรซิน หรืออลูมิเนียม ผลิตง่ายกว่ามาก ดัดแปลงง่ายกว่า และถูกกว่ามาก หากจำเป็นต้องเปลี่ยนแปลงการออกแบบหลังจากการผลิตเริ่มแรก รูปแบบการหล่อทรายสามารถนำมาทำใหม่หรือสร้างใหม่ได้โดยใช้ต้นทุนเพียงเล็กน้อยในการเปลี่ยนแม่พิมพ์หล่อแบบตายตัว
สำหรับการพัฒนาต้นแบบและวิศวกรรมวนซ้ำ ความแตกต่างนี้คือการเปลี่ยนแปลง ทีมผลิตภัณฑ์ที่กำลังพัฒนาตัวเรือนปั๊มอุตสาหกรรมหรือโครงยึดแบบกำหนดเองสามารถทดสอบการออกแบบซ้ำสามหรือสี่ครั้งในการหล่อทรายด้วยต้นทุนเดียวกันกับแม่พิมพ์หล่อแบบตัวเดียว สิ่งนี้จะช่วยเร่งระยะเวลาการพัฒนาผลิตภัณฑ์และลดความเสี่ยงทางการเงินในช่วงเริ่มต้นของโครงการ
| ปัจจัย | การหล่อทราย | หล่อตาย |
|---|---|---|
| ต้นทุนเครื่องมือทั่วไป | $500 – $5,000 | 10,000 ดอลลาร์ – 100,000 ดอลลาร์ |
| ระยะเวลารอคอยเครื่องมือ | 1 – 4 สัปดาห์ | 8 – 16 สัปดาห์ |
| ต้นทุนการปรับเปลี่ยนการออกแบบ | ต่ำ | สูงมาก |
| การทำงานขั้นต่ำที่เป็นไปได้ | 1 – 100 ส่วน | 10,000 ชิ้นส่วน |
ความเก่งกาจของวัสดุ: การหล่อทรายใช้ได้กับโลหะ หล่อตาย ไม่สามารถจัดการได้
นี่เป็นหนึ่งในข้อจำกัดทางเทคนิคที่สำคัญที่สุดของการหล่อด้วยแม่พิมพ์ซึ่งมักไม่ได้รับการยอมรับ การหล่อแบบส่วนใหญ่จำกัดอยู่ที่โลหะที่ไม่ใช่เหล็กซึ่งมีจุดหลอมเหลวค่อนข้างต่ำ โดยส่วนใหญ่แล้วอะลูมิเนียม (จุดหลอมเหลว ~1,220°F / 660°C) สังกะสี (~787°F / 419°C) และแมกนีเซียม (~1,202°F / 650°C) เหตุผลตรงไปตรงมา: อุณหภูมิที่สูงเกินไปในการหลอมโลหะเหล็กจะทำลายแม่พิมพ์เหล็กในระยะเวลาอันสั้น
การหล่อทรายไม่มีข้อจำกัดดังกล่าว มักใช้กับ:
- เหล็กสีเทาและเหล็กดัด (จุดหลอมเหลว ~2,100°F / 1,150°C)
- เหล็กคาร์บอนและเหล็กสเตนเลส (~2,500–2,800°F / 1,370–1,538°C)
- โลหะผสมทองแดงและทองเหลือง (~1,750–1,980°F / 955–1,082°C)
- โลหะผสมนิกเกิลและซูเปอร์อัลลอยด์ที่ใช้ในอุตสาหกรรมการบินและอวกาศและพลังงาน
- อะลูมิเนียมและอะลูมิเนียมอัลลอยด์ (เข้ากันได้กับทั้งสองกระบวนการ)
สำหรับอุตสาหกรรมที่ต้องใช้ส่วนประกอบของเหล็กหรือเหล็กกล้า เช่น เครื่องจักรกลหนัก อุปกรณ์ก่อสร้าง เครื่องจักรกลการเกษตร และวิศวกรรมทางทะเล การหล่อทรายไม่ใช่สิ่งที่ต้องการเพียงอย่างเดียว เป็นทางเลือกเดียวในการหล่อ พิจารณาว่า เหล็กสีเทาคิดเป็นประมาณ 70% ของการหล่อทั้งหมดที่ผลิตทั่วโลก และปริมาตรเกือบทั้งหมดนั้นเกิดจากการหล่อทราย สถิติเพียงอย่างเดียวนั้นส่งสัญญาณว่ากระบวนการนั้นมีอำนาจเหนือกว่าอย่างแท้จริง
โดยเฉพาะอย่างยิ่งเหล็กดัดมีการผสมผสานระหว่างความต้านทานแรงดึง ความเหนียว และความสามารถในการขึ้นรูป ซึ่งทำให้เป็นวัสดุที่ต้องการสำหรับเกียร์ เพลาข้อเหวี่ยง ส่วนประกอบไฮดรอลิก และชิ้นส่วนโครงสร้าง แอปพลิเคชันเหล่านี้ไม่สามารถเข้าถึงได้ผ่านการหล่อแบบตายตัว การหล่อทรายเป็นประตูสู่โลหะวิศวกรรมทุกประเภท ไม่ใช่แค่ส่วนย่อยที่เหมาะกับข้อจำกัดทางความร้อนของการหล่อแบบตายตัว
ขนาดและน้ำหนักชิ้นส่วน: เครื่องชั่งการหล่อทรายในกรณีที่การหล่อไม่สามารถทำได้
เครื่องหล่อแบบตายตัวนั้นทรงพลัง แต่ก็มีข้อจำกัดทางกายภาพ แม้แต่เครื่องหล่อแรงดันสูงที่ใหญ่ที่สุดที่ใช้งานเชิงพาณิชย์ก็ยังโดดเด่นในด้านการผลิตชิ้นส่วนที่มีน้ำหนักประมาณ 50 ถึง 75 ปอนด์ (22 ถึง 34 กก.) . ตัวดายจะต้องพอดีกับขนาดแท่นวางของเครื่อง และแรงดันในการฉีดที่เกี่ยวข้องทำให้ชิ้นส่วนที่มีขนาดใหญ่มากไม่สามารถใช้งานได้ในเชิงโครงสร้าง
การหล่อทรายแทบไม่ถูกจำกัดด้วยขนาดหรือน้ำหนักเลย เสื้อสูบ ตัวเรือนกังหัน ปลอกปั๊ม ใบพัดเรือ และตัววาล์วอุตสาหกรรมมักถูกหล่อทราย การชั่งน้ำหนักชิ้นส่วน หลายตัน ไม่ใช่เรื่องแปลกในภาคส่วนต่างๆ เช่น การผลิตไฟฟ้า การขุด รวมถึงน้ำมันและก๊าซนอกชายฝั่ง ส่วนประกอบเหล็กหล่อทรายชิ้นเดียวสำหรับเครื่องยนต์ดีเซลขนาดใหญ่สามารถมีน้ำหนักได้ 500 ปอนด์ขึ้นไป ซึ่งอยู่นอกขอบเขตของกระบวนการหล่อแบบใดๆ โดยสิ้นเชิง
ความสามารถในการปรับขนาดนี้หมายความว่าสำหรับวิศวกรที่ทำงานเกี่ยวกับอุปกรณ์ที่มีทุนสูงหรือส่วนประกอบโครงสร้าง การหล่อทรายไม่ได้ถูกเลือกมากกว่าการหล่อแบบตายตัวเป็นการประนีประนอม แต่เป็นกระบวนการเดียวที่สามารถผลิตสิ่งที่จำเป็นทางกายภาพได้ แม่พิมพ์ถูกสร้างขึ้นใหม่โดยใช้ทรายในแต่ละครั้ง ดังนั้นจึงไม่มีขีดจำกัดของแท่นเครื่องจักร ไม่มีข้อจำกัดด้านความจุของแม่พิมพ์ และไม่มีเพดานแรงดันในการฉีดที่จะแก้ไข
ความซับซ้อนทางเรขาคณิตและคุณลักษณะภายใน: การหล่อทรายให้อิสระในการออกแบบมากขึ้น
การหล่อแบบใช้แม่พิมพ์โลหะแข็งที่ต้องเปิดและปิดเป็นเส้นตรง ซึ่งหมายความว่าทุกส่วนของชิ้นส่วนจะต้องได้รับการจัดวางเพื่อให้สามารถแยกแม่พิมพ์ได้โดยไม่ต้องตัดเครื่องมือ ทางเดินภายในที่ซับซ้อน โพรงลึก และรอยบากนั้นเป็นไปไม่ได้หรือต้องใช้กลไกผลข้างเคียงที่มีราคาแพงซึ่งเพิ่มค่าใช้จ่ายจำนวนมากให้กับแม่พิมพ์
การหล่อทรายใช้แม่พิมพ์และแกนที่ใช้แล้วทิ้ง แกนกลางคือรูปทรงทรายที่แยกจากกันที่วางอยู่ภายในโพรงแม่พิมพ์เพื่อสร้างช่องว่างภายใน เช่น ห้องกลวง ทางเดิน ช่องทาง และรูปทรงภายในที่ซับซ้อน ซึ่งจะเป็นไปไม่ได้ทางกายภาพในแม่พิมพ์แข็ง ความสามารถนี้เป็นเหตุว่าทำไมจึงใช้การหล่อทรายกับเสื้อสูบที่มีแจ็คเก็ตน้ำ ท่อร่วมที่มีทางไหลภายใน และตัววาล์วที่มีช่องภายในหลายช่อง
แกนใดบ้างที่อนุญาตในการหล่อทราย
- ช่องระบายความร้อนภายในส่วนประกอบของเครื่องยนต์และกังหัน
- ส่วนโครงสร้างกลวงที่ช่วยลดน้ำหนักโดยไม่ทำให้สูญเสียความแข็งแรง
- ช่องการไหลของของไหลที่ซับซ้อนในตัวเรือนปั๊มและวาล์ว
- รูปทรงตัดราคาที่จะล็อคชิ้นส่วนไว้ภายในแม่พิมพ์แข็ง
- ช่องภายในที่ตัดกันหลายช่องในการหล่อครั้งเดียว
การหล่อแบบสามารถผลิตแกนโดยใช้เม็ดมีดที่ละลายน้ำได้หรือแบบแยกส่วนในการใช้งานบางประเภท แต่สิ่งนี้จะเพิ่มต้นทุนและความซับซ้อนของกระบวนการซึ่งจะกัดกร่อนข้อดีด้านประสิทธิภาพที่การหล่อแบบปกติมีให้อย่างรวดเร็ว สำหรับชิ้นส่วนที่เน้นรูปทรงภายในเป็นลำดับความสำคัญในการออกแบบ การหล่อด้วยทรายมีความเหนือกว่าทางสถาปัตยกรรม
ข้อกำหนดความหนาของผนังก็แตกต่างกันอย่างมากเช่นกัน การหล่อขึ้นรูปสามารถสร้างผนังที่บางมาก—บางครั้งก็บางพอๆ กัน 0.040 นิ้ว (1 มม.) —ซึ่งเหมาะสำหรับผู้บริโภคที่มีน้ำหนักเบาหรือชิ้นส่วนยานยนต์ แต่ยังบังคับใช้ข้อกำหนดด้านความสม่ำเสมอเพื่อให้แน่ใจว่าการไหลของโลหะจะเติมลงในแม่พิมพ์ การหล่อทรายมีความทนทานต่อความหนาของผนังที่แตกต่างกันภายในชิ้นส่วนเดียวมากกว่า ซึ่งช่วยให้วิศวกรออกแบบมีอิสระมากขึ้นในการสร้างโครงสร้างที่ซับซ้อนทั้งส่วนหนาและบาง
ปริมาณการผลิต: เหตุใดการหล่อทรายจึงดีกว่าสำหรับงานปริมาณต่ำถึงกลาง
ความประหยัดของการหล่อแบบสร้างขึ้นจากการตัดจำหน่ายต้นทุนเครื่องมือคงที่ที่สูงมากสำหรับชิ้นส่วนจำนวนมาก เมื่อการตัดจำหน่ายนั้นได้ผล เมื่อคุณผลิตชิ้นส่วนที่เหมือนกันจำนวน 50,000, 100,000 หรือ 500,000 ชิ้น ต้นทุนต่อหน่วยที่ต่ำของการหล่อขึ้นรูปจะกลายเป็นเรื่องที่น่าสนใจ กระบวนการหล่อแบบรวดเร็ว: วงจรการหล่อแบบอะลูมิเนียมโดยทั่วไปจะใช้เวลาระหว่างนั้น 30 และ 60 วินาที และเครื่องจักรสามารถทำงานได้โดยใช้แรงงานน้อยที่สุดในสภาพแวดล้อมระบบอัตโนมัติระดับสูง
แต่นอกเหนือจากบริบทที่มีปริมาณมาก คณิตศาสตร์กลับด้าน สำหรับผู้ซื้อที่ต้องการตัวเรือนท่อร่วมแบบกำหนดเอง 500 ชิ้นต่อปี การใช้จ่าย 50,000 ดอลลาร์สหรัฐฯ สำหรับแม่พิมพ์ฉีดขึ้นรูป หมายความว่าค่าเครื่องมือเพียงอย่างเดียวจะเพิ่ม 100 ดอลลาร์ต่อชิ้นส่วน ก่อนที่อลูมิเนียมน้ำหนักหนึ่งปอนด์จะถูกหลอมละลาย ส่วนเดียวกันในการหล่อทรายซึ่งมีรูปแบบ 3,000 ดอลลาร์สหรัฐฯ จะเพิ่มต้นทุนเครื่องมือต่อหน่วยเพียง 6 ดอลลาร์ ซึ่งเป็นความแตกต่างที่แทบจะไม่หายไปเลย แม้ว่าจะคำนึงถึงรอบเวลาของการหล่อทรายที่ช้าลงและมีปริมาณงานต่อหน่วยที่สูงขึ้นก็ตาม
นี่คือสาเหตุที่ผู้ผลิตอากาศยาน การป้องกัน น้ำมันและก๊าซ และผู้ผลิตอุปกรณ์อุตสาหกรรมตามสั่งต้องพึ่งพาการหล่อทรายเป็นอย่างมาก ปริมาณการผลิตของพวกเขามักจะอยู่ในระดับหลักสิบถึงต่ำนับพันต่อปี ในบริบทเหล่านั้น การหล่อทรายไม่ใช่การประนีประนอม แต่เป็นทางเลือกทางเศรษฐกิจที่สมเหตุสมผลเท่านั้น
ปริมาณการคุ้มทุนระหว่างการหล่อทรายและการหล่อแบบดาย
จุดครอสโอเวอร์ที่การหล่อแบบตายตัวจะประหยัดกว่าการหล่อแบบทรายขึ้นอยู่กับความซับซ้อนของชิ้นส่วน ขนาด และวัสดุ เป็นเกณฑ์มาตรฐานทั่วไป:
- สำหรับชิ้นส่วนอะลูมิเนียมขนาดเล็กที่มีน้ำหนักไม่เกิน 2 ปอนด์ การหล่อขึ้นรูปมักจะมีการแข่งขันสูงกว่า 10,000–20,000 ชิ้นต่อปี
- สำหรับชิ้นส่วนขนาดกลางที่มีน้ำหนักระหว่าง 2–10 ปอนด์ จุดคุ้มทุนจะย้ายไปที่ 25,000–75,000 ชิ้นต่อปี
- สำหรับชิ้นส่วนขนาดใหญ่หรือซับซ้อน การหล่อทรายมักจะยังคงความคุ้มทุนในปริมาณที่เหมาะสมในเชิงพาณิชย์
นี่เป็นการประมาณการคร่าวๆ และควรคำนวณจุดคุ้มทุนจริงสำหรับแอปพลิเคชันเฉพาะเสมอ แต่พวกเขาแสดงให้เห็นว่าการใช้งานการหล่อทางอุตสาหกรรมส่วนใหญ่ โดยเฉพาะอย่างยิ่งในภาคส่วนที่การปรับแต่ง ความน่าเชื่อถือ และประสิทธิภาพของวัสดุมีความสำคัญมากกว่าราคาต่อหน่วย ตกอยู่ในโซนข้อได้เปรียบของการหล่อทราย
ความพรุนและคุณสมบัติทางกล: การจัดการกับจุดอ่อนของการหล่อโลหะ
ข้อเสียประการหนึ่งของการหล่อแบบที่มีการกล่าวถึงน้อยที่สุดคือปัญหาความพรุน เมื่อโลหะหลอมเหลวถูกฉีดเข้าไปในแม่พิมพ์ที่ความดันสูง อากาศอาจติดอยู่ภายในชิ้นส่วน ทำให้เกิดช่องว่างเล็กๆ น้อยๆ หรือความพรุน ซึ่งทำให้ความสมบูรณ์ของโครงสร้างลดลง การหล่อด้วยแรงดันสูงมักไม่เหมาะสำหรับการอบชุบด้วยความร้อน เพราะความร้อนจะทำให้ก๊าซที่ติดอยู่ขยายตัวพองหรือบิดเบี้ยวจนทำให้ชิ้นส่วนเสียหาย
นี่เป็นข้อจำกัดทางวิศวกรรมที่สำคัญ อลูมิเนียมและแมกนีเซียมอัลลอยด์หลายชนิดจะพัฒนาคุณสมบัติเชิงกลอย่างสมบูรณ์หลังจากผ่านการบำบัดความร้อนและการบ่มด้วยสารละลายแล้วเท่านั้น (เช่น เทมเปอร์ T6) หากกระบวนการหล่อป้องกันความร้อน ชิ้นส่วนสุดท้ายจะทำงานโดยใช้ความแข็งแรงและความแข็งเพียงเสี้ยวหนึ่งของวัสดุ การหล่อแบบสุญญากาศและการหล่อแบบบีบสามารถลดความพรุนได้ แต่กระบวนการเหล่านี้เป็นกระบวนการระดับพรีเมียมที่เพิ่มต้นทุนและไม่มีวางจำหน่ายทั่วไป
การหล่อทราย เนื่องจากจะเติมแม่พิมพ์ด้วยความเร็วต่ำกว่าภายใต้แรงโน้มถ่วงหรือแรงดันต่ำ ทำให้เกิดก๊าซที่กักขังน้อยลงอย่างมาก โดยทั่วไปชิ้นส่วนที่หล่อด้วยทรายสามารถผ่านกรรมวิธีทางความร้อนได้โดยไม่มีปัญหา ทำให้ได้คุณสมบัติของโลหะผสมเต็มรูปแบบ สำหรับการใช้งานด้านโครงสร้างในการบินและอวกาศ ยานยนต์ หรืออุปกรณ์หนักที่การรับรองวัสดุและคุณสมบัติทางกลมีความสำคัญ นี่เป็นข้อได้เปรียบที่ชัดเจน
นอกจากนี้ ส่วนประกอบเหล็กหล่อทราย โดยเฉพาะเหล็กดัด ยังมีความสามารถในการขึ้นรูปที่ดีเยี่ยม ลดการสั่นสะเทือน และต้านทานการสึกหรอ เหล่านี้เป็นคุณสมบัติที่มีอยู่ในวัสดุและสามารถเข้าถึงได้อย่างเต็มที่ผ่านกระบวนการหล่อทราย โดยไม่มีข้อจำกัดเรื่องรูพรุนที่จำกัดการใช้งานการหล่อด้วยแม่พิมพ์
ระยะเวลาดำเนินการสำหรับชิ้นส่วนใหม่: การหล่อทรายช่วยให้คุณชิ้นส่วนเร็วขึ้นในช่วงแรก
เมื่อจำเป็นต้องเปลี่ยนชิ้นส่วนใหม่อย่างรวดเร็ว ไม่ว่าจะเป็นการประเมินต้นแบบ การเปลี่ยนฉุกเฉิน หรือการผลิตนำร่อง ข้อได้เปรียบด้านระยะเวลารอคอยของการหล่อทรายก็มีความสำคัญมาก เนื่องจากรูปแบบการหล่อทรายนั้นง่ายและรวดเร็วในการผลิต การหล่อชิ้นแรกจึงมักจะถูกส่งเข้ามา 2 ถึง 6 สัปดาห์ จากการสรุปการออกแบบ โรงหล่อบางแห่งที่เชี่ยวชาญในการหล่อทรายแบบหมุนเร็วสามารถส่งการหล่อต้นแบบได้ในเวลาเพียงเล็กน้อย 5 ถึง 10 วันทำการ .
เมื่อเปรียบเทียบกับการหล่อแบบตายตัว ซึ่งการใช้เครื่องมือเพียงอย่างเดียวจะใช้เวลา 8 ถึง 16 สัปดาห์ก่อนที่จะสร้างชิ้นส่วนการผลิตชิ้นเดียว ความได้เปรียบของลำดับเวลาการหล่อทรายในระหว่างการพัฒนาผลิตภัณฑ์ใหม่นั้นมีมหาศาล สำหรับบริษัทที่มีกำหนดการเปิดตัวเชิงรุก หรือสำหรับสถานการณ์การบำรุงรักษาที่ส่วนประกอบสำคัญจำเป็นต้องเปลี่ยนอย่างรวดเร็ว ความแตกต่างนี้สามารถแปลโดยตรงไปสู่การหยุดทำงานที่ลดลง เวลาออกสู่ตลาดเร็วขึ้น และความเสี่ยงของโปรแกรมลดลง
นอกจากนี้ยังทำให้การหล่อทรายเป็นตัวเลือกมาตรฐานสำหรับชิ้นส่วนอะไหล่ในเครื่องจักรที่เก่าแล้วหรืออุปกรณ์รุ่นเก่าที่ไม่มีเครื่องมือเหลืออยู่ เมื่อโรงพิมพ์อุตสาหกรรมอายุ 30 ปีต้องการตัวเรือนเหล็กทดแทนที่แต่เดิมผลิตโดยบริษัทที่ไม่มีอยู่อีกต่อไป การหล่อด้วยทรายจะทำให้สามารถสร้างรูปแบบใหม่จากแบบวิศวกรรมหรือตัวอย่างทางกายภาพ และชิ้นส่วนที่จะทำซ้ำด้วยต้นทุนที่สมเหตุสมผล การสร้างแม่พิมพ์หล่อขึ้นใหม่สำหรับชิ้นส่วนทดแทนชิ้นเดียวคงเป็นเรื่องไร้สาระในเชิงเศรษฐกิจ
อุตสาหกรรมเฉพาะที่การหล่อทรายมีประสิทธิภาพเหนือกว่าการหล่อแบบตายตัว
การทำความเข้าใจว่าอุตสาหกรรมใดที่ต้องพึ่งพาการหล่อทรายมากกว่าการหล่อแบบตายตัว ช่วยให้ความกระจ่างว่าข้อได้เปรียบในโลกแห่งความเป็นจริงมุ่งเน้นไปที่จุดใด ภาคส่วนเหล่านี้เลือกการหล่อทรายอย่างสม่ำเสมอ เนื่องจากข้อกำหนดทางเทคนิคและเชิงพาณิชย์สอดคล้องกับสิ่งที่กระบวนการทำได้ดีที่สุด
อุปกรณ์น้ำมันและก๊าซ
ตัววาล์ว เคสปั๊ม ท่อร่วม และส่วนประกอบของหลุมผลิตต้องใช้เหล็กกล้าหรือเหล็กดัด ต้องทนต่อแรงดันที่รุนแรง และมักผลิตในปริมาณต่ำสำหรับการใช้งานเฉพาะด้าน การหล่อทรายทำให้วัสดุเข้ากันได้ ความสามารถทางเรขาคณิตภายใน และความสมบูรณ์ทางกลที่ความต้องการในการใช้งานเหล่านี้ Die Casting ไม่สามารถแข่งขันได้ที่นี่
การทำเหมืองแร่และเครื่องจักรกลหนัก
ปากคีบบด ฟันถัง แผ่นกันสึก และส่วนประกอบโครงสร้างสำหรับเครื่องจักรทำเหมืองทำจากเหล็กแมงกานีส เหล็กโครเมียม และโลหะผสมเหล็กแข็งอื่นๆ ที่ไม่สามารถหล่อด้วยแม่พิมพ์ได้ ชิ้นส่วนในภาคส่วนนี้มีน้ำหนักหลายร้อยปอนด์เป็นประจำ ซึ่งเกินกว่าความสามารถของเครื่องหล่อแบบอื่นๆ มาก การหล่อทรายเป็นเส้นทางการผลิตเพียงเส้นทางเดียวเท่านั้น
การผลิตไฟฟ้า
ตัวเรือนกังหัน เคสใบพัด และกระดิ่งปลายเครื่องกำเนิดไฟฟ้าที่ทำจากสแตนเลสหรือโลหะผสมนิกเกิลสำหรับโรงไฟฟ้าและกังหันอุตสาหกรรมล้วนผ่านการหล่อทรายทั่วๆ ไป การรวมกันของความต้องการวัสดุ ขนาดชิ้นส่วน และปริมาณการผลิตต่อปีที่ต่ำ ทำให้การหล่อแบบตายตัวในเชิงเศรษฐกิจและทางเทคนิคเป็นไปไม่ได้สำหรับการใช้งานเหล่านี้
การสร้างต้นแบบการบินและอวกาศและการป้องกัน
แม้แต่ในภาคส่วนที่มีความแม่นยำเป็นสิ่งสำคัญยิ่ง การหล่อทรายยังถูกนำมาใช้กันอย่างแพร่หลายสำหรับการพัฒนาต้นแบบและชิ้นส่วนโครงสร้างที่มีปริมาณน้อย ความสามารถในการทำซ้ำอย่างรวดเร็ว ใช้โลหะผสมของการบินและอวกาศ และผลิตชิ้นส่วนที่สามารถผ่านกรรมวิธีทางความร้อนอย่างเต็มที่และทดสอบทางกล ทำให้การหล่อทรายเป็นเครื่องมือมาตรฐานในโปรแกรมการหล่ออากาศยานก่อนที่จะเข้าสู่กระบวนการผลิตที่มีราคาแพงกว่า
ทางทะเลและการต่อเรือ
ใบพัดเรือ โครงหางเสือ และส่วนประกอบโครงสร้างของเรือเดินทะเลมักมีขนาดใหญ่และทำจากทองแดงที่ทนต่อการกัดกร่อน ทองแดงนิกเกิลอลูมิเนียม หรือสแตนเลส การหล่อทรายเป็นกระบวนการเดียวที่สามารถจัดการกับข้อกำหนดเหล่านี้ได้ และเป็นวิธีมาตรฐานสำหรับการผลิตส่วนประกอบทางทะเลมานานหลายศตวรรษ
เมื่อ Die Casting เป็นทางเลือกที่ดีกว่าจริงๆ
คำตอบที่สมบูรณ์ต้องยอมรับว่าการหล่อแบบตายตัวชนะอย่างแท้จริงที่ใด การหล่อแบบหล่อนั้นเหนือกว่าการหล่อแบบทรายในสามสถานการณ์ที่กำหนดไว้อย่างชัดเจน:
- การผลิตชิ้นส่วนที่ไม่ใช่เหล็กขนาดเล็กในปริมาณมาก: เมื่อผลิตชิ้นส่วนอะลูมิเนียม สังกะสี หรือแมกนีเซียมนับแสนชิ้นต่อปี ความคุ้มค่าของการหล่อแบบต่อหน่วยนั้นไม่มีใครเทียบได้ มือจับประตูรถยนต์ ตู้อิเล็กทรอนิกส์ และเรือนเครื่องใช้ไฟฟ้าขนาดเล็กเป็นตัวอย่างคลาสสิก
- การตกแต่งพื้นผิวและความสม่ำเสมอของมิติ: การหล่อขึ้นรูปทำให้ชิ้นส่วนมีรูปร่างเหมือนตาข่ายหรือใกล้เคียงตาข่าย โดยมีพื้นผิวสำเร็จ 32–63 Ra ไมโครนิ้ว และค่าความคลาดเคลื่อนของขนาดที่มักไม่จำเป็นต้องทำหลังการตัดเฉือน โดยทั่วไปแล้วการหล่อทรายจะทำให้ได้พื้นผิวที่หยาบกว่า (125–500 Ra ไมโครนิ้ว) และต้องมีการตัดเฉือนมากขึ้นเพื่อให้ได้ค่าพิกัดความเผื่อที่แคบ
- โครงสร้างน้ำหนักเบาแบบผนังบาง: เมื่อการออกแบบต้องใช้ผนังที่มีความหนาต่ำกว่า 3 มม. ซึ่งยังคงต้องการความสมบูรณ์ของโครงสร้าง การฉีดแรงดันสูงของการหล่อแบบไดคาสติ้งช่วยให้มั่นใจได้ว่าการเติมจะสมบูรณ์ การหล่อทรายด้วยแรงโน้มถ่วงอาจประสบปัญหาในการเติมส่วนที่บางมากได้อย่างน่าเชื่อถือ
การยอมรับข้อดีเหล่านี้ทำให้การเปรียบเทียบเป็นไปอย่างตรงไปตรงมา การหล่อแบบตายตัวไม่ใช่กระบวนการที่ด้อยกว่า แต่เป็นกระบวนการที่ได้รับการปรับปรุงให้เหมาะสมกับเงื่อนไขเฉพาะต่างๆ เมื่อไม่ตรงตามเงื่อนไขเหล่านั้น การหล่อทรายคือคำตอบที่ดีกว่าในสถานการณ์ส่วนใหญ่ที่เหลือ
ข้อพิจารณาด้านสิ่งแวดล้อมและการปฏิบัติงาน
การหล่อทรายมีข้อดีด้านความยั่งยืนที่มักถูกมองข้าม นั่นคือ ทรายสามารถรีไซเคิลได้ โรงหล่อสมัยใหม่นำกลับมาใช้ใหม่และนำกลับมาใช้ใหม่ ทรายปั้น 90% ขึ้นไป ผ่านระบบการถมคืนด้วยความร้อนหรือเชิงกล แม้ว่าการหล่อแบบไม่ใช้วัสดุสิ้นเปลืองในลักษณะเดียวกัน แต่ความเข้มข้นของพลังงานในการบำรุงรักษาเครื่องหล่อแบบตายตัว เช่น เครื่องอัดไฮดรอลิกขนาดใหญ่ แม่พิมพ์แบบควบคุมอุณหภูมิ และระบบฉีดแรงดันสูง นั้นมีความสำคัญมาก
อัตราของเสียในการหล่อขึ้นรูปก็เป็นปัจจัยหนึ่งเช่นกัน เนื่องจากโลหะที่ฉีดเข้าไปในแม่พิมพ์ยังเติมนักวิ่ง น้ำล้น และบิสกิต (แผ่นโลหะจากปลอกกระสุน) อัตราเศษโลหะจากการหล่อจึงสามารถทำงานได้ 20–40% ของการใช้โลหะทั้งหมด โดยทั่วไปแล้ว แม้ว่าส่วนใหญ่สามารถรีไซเคิลได้ก็ตาม อัตราเศษการหล่อทราย โดยเฉพาะอย่างยิ่งสำหรับเหล็ก มักจะต่ำกว่าในแง่สัมบูรณ์ต่อหน่วยของโลหะที่ส่งมอบ เมื่อชิ้นส่วนมีขนาดใหญ่
จากมุมมองของรอยเท้าในการดำเนินงาน โรงหล่อหล่อทรายสามารถเข้าถึงได้ในสถานที่ตั้งทางภูมิศาสตร์ต่างๆ ทั่วโลก การหล่อขึ้นรูปต้องใช้เครื่องมือกลที่มีความแม่นยำสำหรับการผลิตแม่พิมพ์และเครื่องหล่อขนาดใหญ่ซึ่งแสดงถึงการลงทุนที่สำคัญ สำหรับผู้ผลิตในตลาดกำลังพัฒนา หรือสำหรับการจัดหาในห่วงโซ่อุปทานระดับภูมิภาค กำลังการผลิตของโรงหล่อหล่อทรายนั้นมีอยู่อย่างกว้างขวางมากขึ้น ซึ่งช่วยลดต้นทุนด้านลอจิสติกส์และความเสี่ยงในห่วงโซ่อุปทาน
สรุป: การเลือกการหล่อทรายมากกว่าการหล่อแบบตายตัว
คำถามที่ว่าการหล่อทรายดีกว่าการหล่อแบบตายตัวนั้นไม่มีคำตอบที่เป็นสากลเพียงคำตอบเดียว แต่ก็มีคำตอบที่ชัดเจนสำหรับการใช้งานการหล่อส่วนใหญ่ที่พบในภาคปฏิบัติทางอุตสาหกรรมและวิศวกรรม การหล่อทรายเป็นทางเลือกที่ดีกว่าเมื่อ:
- ปริมาณการผลิตต่ำกว่า 10,000–25,000 ชิ้นต่อปีสำหรับขนาดชิ้นส่วนทั่วไป
- วัสดุที่ต้องการคือ เหล็ก เหล็กกล้า สแตนเลส โลหะผสมทองแดง หรือโลหะกลุ่มเหล็กใดๆ
- ขนาดหรือน้ำหนักของชิ้นส่วนเกินกว่าที่เครื่องหล่อแบบสามารถรองรับได้ทางกายภาพ
- การออกแบบซ้ำมีแนวโน้มที่จะเกิดขึ้น และต้นทุนการปรับเปลี่ยนเครื่องมือจะต้องอยู่ในระดับต่ำ
- จำเป็นต้องมีรูปทรงภายใน แกน หรือข้อความที่ซับซ้อน
- จำเป็นต้องมีการบำบัดความร้อนของการหล่อขั้นสุดท้ายเพื่อให้คุณสมบัติทางกลสมบูรณ์
- การจัดส่งบทความหรือต้นแบบแรกอย่างรวดเร็วถือเป็นเรื่องสำคัญ
- ชิ้นส่วนทดแทนสำหรับอุปกรณ์รุ่นเก่าหรือแบบกำหนดเองจำเป็นต้องทำซ้ำ
การหล่อขึ้นรูปได้รับความนิยมในอุตสาหกรรมการผลิตสำหรับผู้บริโภคและยานยนต์ในปริมาณมาก ซึ่งจำเป็นต้องผลิตชิ้นส่วนอลูมิเนียมและสังกะสีด้วยความเร็ว พร้อมผิวสำเร็จที่ดีเยี่ยม โดยมีต้นทุนต่อหน่วยต่ำที่สุดเท่าที่จะเป็นไปได้ แต่การหล่อทรายครอบคลุมความต้องการทางวิศวกรรมที่หลากหลาย จัดการกับวัสดุได้หลากหลายขึ้น ปรับขนาดตั้งแต่ต้นแบบเดี่ยวไปจนถึงชิ้นส่วนหลายพันชิ้น และยังคงความคุ้มค่าในสถานการณ์ที่ความประหยัดของการหล่อแบบตายตัวไม่ได้ผล สำหรับวิศวกรหรือผู้เชี่ยวชาญด้านการจัดซื้อที่กำลังประเมินตัวเลือกกระบวนการหล่อ การหล่อทรายควรเป็นจุดเริ่มต้น และภาระในการให้เหตุผลควรอยู่ที่การเปลี่ยนจากไป ไม่ใช่การเลือก